HVX выключатели 10 и 15 кВ инструкция по эксплуатации - Приложение
- HVX выключатели 10 и 15 кВ инструкция по эксплуатации
- Технические данные
- Выкатной и стационарный
- Поставка, хранение и транспортировка
- Монтаж
- Ввод в эксплуатацию
- Эксплуатация
- Техническое обслуживание
- Приложение
9 Приложение
9.1 Принадлежности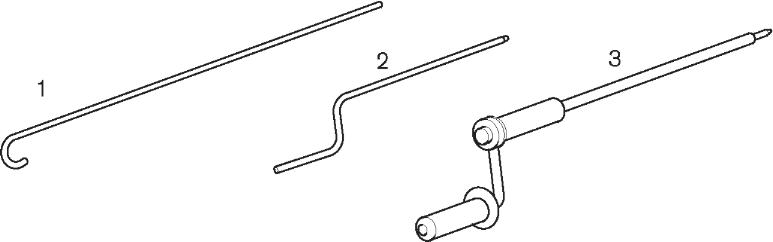
Рис. 19
Принадлежности для выдвижного элемента силового выключателя HVX-E Принадлежности зависят от типа использованной ячейки и должны быть запрошены в случае необходимости
Оперативная штанга для ВКЛ/ОТКЛ
Заводная рукоятка для пружинного привода
Рукоятка для вкатывания и выкатывания с интегрированной предохранительной фрикционной муфтой
9.2 Вспомогательные средстваРазрешается использовать только вспомогательные средства, которые могут быть получены через Альстом Грид. Запрещается использование других вспомогательных средств.
| Обозначение | № для заказа |
| Смазочный материал KL | S 008157 |
| Смазка для контактных поверхностей Kontasynth Банка 0,5 кг | S 008167 |
| Пластичная смазка для высоких давлений Банка 0,3 л | ST 312-101-833 |
| Очистительное средство, банка 1 л | S 008152 |
Для всех металлических резьбовых соединений использовать:
винты:
класс прочности > 8.8,
гайки:
класс прочности 8.
| Размер резьбы | Момент затяжки [Нм] | |
| мин. | макс. | |
| Мб | 7 | 9 |
| М8 | 16 | 24 |
| М10 | 36 | 44 |
| М12 | 63 | 77 |
Таблица 1:
Винты с шестигранной и цилиндрической головкой (кроме винтов со шлицем) и гайки без стопорных зубьев
| Размер | Момент затяжки |
| резьбы | [Нм] |
| мин. макс. | |
| М12 | 60 76 |
Таблица 2:
Резьбовое соединение между коммутационным аппаратом и токопроводящей шиной при помощи медных проводов
9.4 Обработка жестко свинченных контактных поверхностейПредварительно обработать контактные поверхности непосредственно перед свинчиванием.
Очистка неворсящейся тканью,
при сильном загрязнении использовать для чистки моющее средство.
Доведение до металлического блеска
| Материал контактных поверхностей | Предварительная обработка |
| Медь посеребренная | - |
| Медь | А |
| Алюминий посеребренный | - |
| Алюминий | В |
| Сталь или оцинкованная сталь | С |
- при помощи наждачного полотна (зернистость 100 или тоньше)
или крацовкой из стальной проволоки, которая используется только для меди
- при помощи наждачного полотна (зернистость 100 или тоньше)
или крацовкой из стальной проволоки, которая используется только для алюминия
Удалить имеющийся пассивирующий слой крацовкой из стальной проволоки, которая используется только для стали.
3. Непосредственно после доведения до металлического блеска нанести слой смазки KL так, чтобы после свинчивания было заполнено пространство между контактными поверхностями.
"