Монтаж и эксплуатация шин
МОНТАЖ И ЭКСПЛУАТАЦИЯ ШИН
ОТБРАКОВКА ШИН И ЗАЖИМОВ
Шины до начала монтажа должны быть тщательно осмотрены с целью выявления имеющихся в них дефектов и решения вопроса о пригодности их к монтажу.
Дополнительно по теме
Отбраковка жестких и гибких шин
Характер дефекта |
Допуск |
Способ устранения дефектов |
Прямоугольные и круглые жесткие шины |
||
Волнистость шины (изгиб плашмя) |
Не нормируется |
Правка на плите молотком из твердых пород дерева |
Поперечная кривизна (изгиб на ребро) |
Не более 1 мм на 1 м шины |
То же |
Вмятины и выемки, уменьшающие сечение шины |
Допускается уменьшение сечения шины вследствие вмятин и выемок не более 1 % от общего сечения для меди, 1,5% для алюминия |
При повышении допуска до 10% сечение шины в дефектном месте усиливается путем наложения болтовых накладок. При уменьшении сечения свыше 10% дефектное место вырезается |
Раковины на шинах |
Допускаются раковины диаметром не более 5 мм и глубиной не более 0,15 мм для алюминия и не более 0,55 мм для меди |
При раковинах диаметром свыше 5 мм и глубиной более 0,15 мм и 0,55 мм дефектное место вырезается |
Шлаковые включения |
Допуск не дается |
Дефектное место вырезается |
Слоистость и хрупкость металла |
Допуск не дается |
Дефект неустраним, шина бракуется |
Продольные и поперечные трещины независимо от размера |
Допуск не дается |
Дефект неустраним, шина бракуется |
Круглые многопроволочные гибкие шины (провода) |
||
Обрыв отдельных проволок |
Допускается обрыв только одной проволоки при условии использования дефектного участка шины на спуск или петлю |
На место обрыва накладывается проволочный бандаж |
Узлы (барашки), вмятины, перекрутки, надрезы проволоки |
Допуск не дается |
Дефектные места вырезаются |
Неверное направление повива |
Допуск не дается |
Дефект неустраним, провод бракуется |
Коррозия внутренних поверхностей повивов |
Допуск не дается |
Дефект неустраним, провод бракуется |
Раскрутка провода против повива |
Допуск не дается |
Дефект неустраним, провод бракуется |
Обработка жестких и гибких шин
Наименование операции |
Способ обработки |
Технические условия, способы проверки, допуски |
Обработка и зачистка медных и алюминиевых шин. Снятие пленок окисла, устранение неровностей с контактных поверхностей и зачистка жестких шин |
Обработка медных и алюминиевых шин производится грубым напильником или специальными фрезами на шино-фрезном станке. Алюминиевые шины после обработки зачитаются под слоем вазелина. Непосредственно перед установкой контактная поверхность алюминиевой шины вторично зачищается мягкой стальной щеткой |
После обработки контактная поверхность шины должна быть шероховатой и при проверке стальным угольником и щупом 0,05 X 10 мм последний не должен проходить на глубину более 5 мм с любой стороны соприкасающихся поверхностей. Уменьшение сечения шины на обработанном участке не должно быть более 2% |
Зачистка многопроволочных гибких шин (проводов) |
Поверхность гибкого провода, а при сильном окислении каждая проволока очищается мягкой стальной щеткой и покрывается тонким слоем технического вазелина, не содержащего кислот и щелочей |
Отсутствие кислот в вазелине проверяется путем подогрева его до 80-90° С в присутствии отполированной медной пластинки; спустя 12 часов пластинка не должна темнеть Отсутствие щелочей определяется путем смешивания вазелина с концентрированной серной кислотой - вазелин не должен чернеть |
Лужение контактных поверхностей медных и стальных шин |
Для лужения медных и стальных шин применяется припой ПОС-30, а в качестве флюса - канифоль или мазь (канифоль, разведенная в денатурированном спирте). Для ответственных контактов и при больших рабочих токах применяется припой ПОС-90 |
Толщина слоя ппипоя не должна превышать 0,1- 0,15 мм Контактные поверхности медных и стальных шин подвергаются лужению: а) медных - при прокладке их в сырых помещениях и на открытом воздухе б) стальных - независимо от места их прокладки и характера окружающей среды |
Гнутье медных, алюминиевых и стальных шин |
Гнутье шин производится на специальном станке по шаблонам, заготовленным и проверенным по месту установки шин. Шаблоны изготовляются из стержней жесткой проволоки или катанки 4- 5 мм |
Полосы шин гнутся на плоскость без подогрева, а на ребро с подогревом изгибаемого участка: алюминий до 250° С, медь до 350° С, сталь до 600° С. При гнутье шин должны быть соблюдены следующие радиусы изгиба: гнутье на ребро; сталь - а; медь-1,5 а, алюминий-2 а; гнутье на плоскость - 2 б (а-ширина полосы в мм; б - толщина полосы в мм). Для круглых шин диамметром до 16 мм: медь и сталь - 50 мм; алюмииий - 70 мм; диамметром до 30 мм: медь и сталь-100 мм; алюминий - 150 мм. Расстояние от начала изгиба шины до ближайшего контактного соединения должно быть не менее 50 мм, а до оси первого опорного изолятора - не менее 100 мм |
Шины РУ соединяются между собой болтами, сжимными накладками, зажимами или сваркой.
Выбор способа соединения зависит от материала, формы и размеров шин, величин рабочих токов и окружающей среды.
Плоские шины соединяются между собой болтами с гайками, сжимными накладками или сваркой.
При болтовом соединении шин надежный контакт в месте соединения их создается надлежащим затягиванием болтов.
Наибольшие допустимые силы затягивания болтов и усилия от руки на ключ при соединении шин
Диаметр болта в мм |
Площадь нормальной шайбы в мм кв |
Наибольшая сила в кг затягивания болтов при температуре в °С |
Усилие в кг от руки на ключ при окружающей температуре в °С |
||||
+5 |
+10 |
+15 |
+5 |
+10 |
+15 |
||
10 12 14 16 18 |
280 450 500 650 870 |
270 400 530 730 1290 |
315 500 650 900 1500 |
375 580 780 1050 1715 |
5 7 9 13 17 |
7 9 11 16 20 |
8 12 15 18 22 |
Затягивать болты необходимо специальным ключом с регулируемым усилием. При завертывании болтов и гаек обычными (гаечными, разводными и др.) ключами применение рычага не допускается во избежание смятия металла шин под гайками и болтами.
При затягивании болтов усилие контролируется ключом с регулируемым усилием, а плотность прилегания - щупом 10x0,2 мм, который йе должен входить между контактными поверхностями шин на глубину более 5-6 мм.
Эскизы болтовых соединений прямоугольных шин.
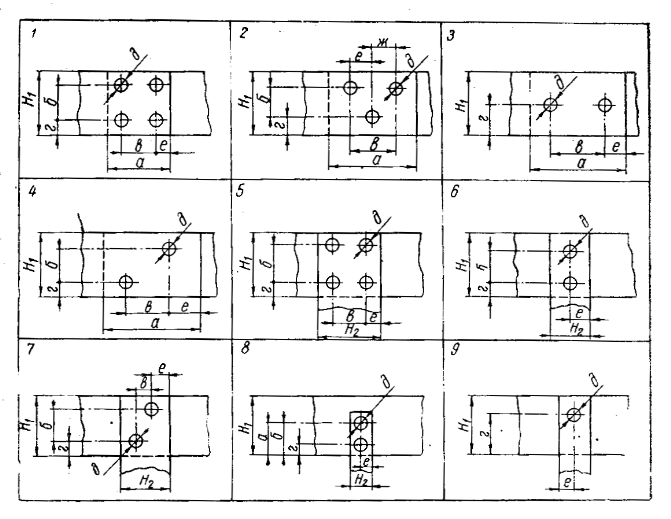
1. Обозначения: А-алюминий, С - сталь, М-медь.
2. Крепежные детали, применяемые для болтовых соединений шин, должны иметь антикоррозийное покрытие. В закрытых распределительных устройствах могут применяться вороненые крепежные детали.
Применение алюминиевых болтов, гаек и шайб в качестве крепежных деталей для болтовых соединений шин недопустимо.
3. При рабочем токе шин свыше 5000 А следует применять болты из немагнитных материалов.
Размеры болтовых соединений прямоугольных шин "внахлестку"
Ширина главной шины Н1 в мм |
Ширина ответвляемой шины Н2 в мм |
Конструктивные размеры контактного соединения в мм |
Материал шин |
№ эскиза на рисунке |
Размер болтов |
||||||
а |
б |
в |
г |
д |
е |
ж |
|||||
100 |
100 80 60-50-40 60-50-40 30 25-20 15 |
100 - - - 60 50 50 |
50 50 50 50 30 26 26 |
50 40 - - - - - |
25 25 25 25 15 12 12 |
17 17 17 13 11 11 7 |
25 20 H2/2 H2/2 15 H2/2 8 |
- - - - - - - |
А-С-М А-С-М С А-М А-С-М А-С-М С |
1 и5 5 6 6 8 8 8 |
М-16 М-16 М-16 М-12 М-12 М-10 М-6 |
80 |
80 60-50-40 60-50-40-30 25-20 25 15 |
80 - - - 50 50 |
40 40 40 40 26 26 |
40 - - - - - |
20 20 20 20 12 12 |
17 17 13 11 11 7 |
20 H2/2 H2/2 H2/2 12,5 8 |
- - - - - - |
А-С-М С А-М С А-М С |
1 и 5 6 6 6 8 8 |
М-16 М-16 М-12 М-10 М-10 М-6 |
60 |
60 60 60 60 60 50 40-30 25-20 15-12 |
90 80 60 - - - - - - |
26 - 26 26 26 26 30 30 30 |
56 40 26 26 26 26 30 30 30 |
17 30 17 17 17 17 15 15 15 |
13 17 13 17 13 13 13 11 7-5,5 |
17 20 17 17 17 17 H2/2 H2/2 H2/2 |
28 - - - - - - - - |
А С М С А-М А-С- М А-С-М А-С-М С |
2 3 4 7 7 7 6 6 6 |
М-12 М-16 М-12 М-16 М-12 М-12 М-12 М-10 М-6 |
50 |
50 50 50 50 40-35-25-20 16-12 |
75 75 - - - - |
22 - 22 22 26 26 |
46 40 22 22 - - |
14 25 14 14 12 12 |
13 17 13 13 11 7-5,5 |
14,5 17,5 14 14 H2/2 H2/2 |
23 - 13 13 - - |
А С М А-С-М А-С-М С |
2 3 4 7 6 6 |
М-12 М-16 М-12 М-12 М-10 М-6,5 |
40 |
40 40 40 40 30 25 20-15 12 |
80 80 - - - - - - |
- - 18 - - - 20 20 |
40 40 18 - - - - - |
20 20 11 20 20 20 10 10 |
17 13 11 17 13 11 7 5,5 |
20 20 11 20 15 12,5 H2/2 6 |
- - - - - - - - |
С А-М А-С-М С А-М А-С-М А-С-М С |
3 3 7 9 9 9 6 6 |
М-16 М-12 М-10 М-16 М-12 М-10 М-6 М-5 |
Крепление шин на изоляторах
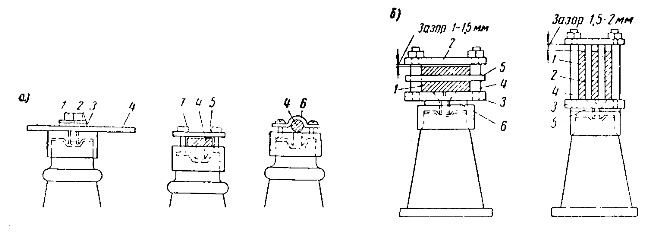
а) однополосных плоских и круглых шин: 1 - болт; 2 - шайба пружинящая; 3 - шайба нормальная стальная; 4 - шина; 5 - планка шинодержателя; 6 - скоба стальная, б) многополосных плоских шин: 1 - шина; 2 - планка стальная или из немагнитного металла толщиной 6-8 мм; 3 - планка стальная толщиной 8-10 мм; 4 - шпилька стальная 1/2"; 5 - прокладка "сухарь", равная толщине шины; 6 - прокладка из электрокартона толщиной 1,5-2 мм.
Установка и крепление жестких шин
Наименование операции |
Способ выполнения |
Технические условия, допуски и нормы |
Установка и крепление однополюсных шин прямоугольного или круглого сечения |
Однополосные шины устанавливаются на головках изоляторов и закрепляются при установке на плоскость —одним болтом, пропущенным сквозь отверстие в шине, или двумя болтами с применением шинодержателя Круглые шины крепятся с помощью скоб и винтов |
При установке однополосной шины "на плоскость" и креплении ее одним болтом отверстие в шине для крепежного болта в целях обеспечения свободного перемещения шины вдоль оси должно иметь овальную форму. Шина крепится к головке изолятора с применением пружинящей и стальной шайб, подкладываемых под головку крепежного болта При установке многополосных шин в шинодержателях для повышения жесткости шин и улучшения условий их охлаждения между полосами должны вставляться прокладки - «сухари», равные толщине шины |
Установка и крепление многополосных шин прямоугольного сечения |
При рабочих токах, превышающих допускаемые для однополосных шин, применяют многополосные пакеты, состоящие из нескольких полос шин, закрепленных в шинодержателях «на плоскость или на «ребро» Для повышения жесткости пакета и создания между шинами необходимого зазора, улучшающего условия их охлаждения, между шинами устанавливают распорные прокладки типа ПРШ |
Между планкой шинодержателя и шинами должен сохраняться зазор 1—1,5 мм. Пии длине одной фазы сборной шины 20 мм и более, когда удлинение их может быть значительным, предусматриваются специальные компенсирующие устройства, воспринимающие на себя эти удлинения При рабочем токе шин свыше 1500 А детали крепления шин в шинодержателях рекомендуется изолировать прокладками из электрокартона, а при токах свыше 2000 А, кроме того, применять детали из немагнитных материалов Все детали распорных прокладок должны иметь антикоррозийное покрытие |
Дополнительно по теме
Описание
Изоляторы ИО-10, ИОР-10, ИП-10/630
РВ, РВО, РВФЗ, РЛНД
Описание предохранителей ПК, ПР, ПН. Номенклатура предохранителей
Описание предохранителей ПК, ПР, ПН. Номенклатура предохранителей
Приводы к выключателям напряжением 3-10 кВ
Приводы ПР-10, ПР(А)-17, ПП-67, ППМ, ППВ-10, ПЭ-11