Инструкция по обслуживанию системы пуска дизель-генератора 15Д100 РДЭС и 1ДГ-2 - Технологические карты выполнения работ
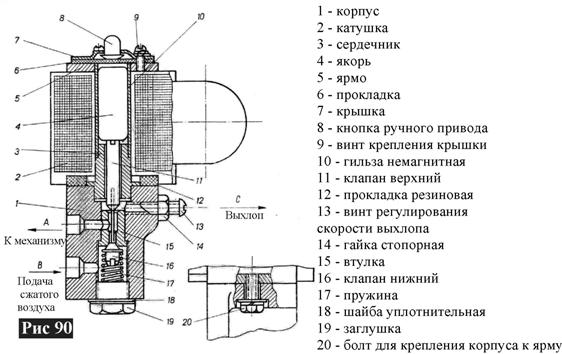
- Инструкция по обслуживанию системы пуска дизель-генератора 15Д100 РДЭС и 1ДГ-2
- Технологические ограничения, указания и меры безопасности
- Технологические карты выполнения работ
- Порядок проведения контроля
- Технические средства, документация
- Приложения
3.1.1 При ТОп производитель (руководитель) работ должен обращать особое внимание ремонтного персонала на соблюдение мероприятий, исключающих попадание посторонних предметов в разуплотнённое оборудование и трубопроводы.На оборудование и трубопроводы должны быть установлены пронумерованные технологические заглушки с записью их в журнале.
3.1.2 Производитель работ должен следить за тем, чтобы оборудование, трубопроводы СП ДГ было закрыто. Если вблизи производятся работы, при которых образуются пыль, стружка, опилки (отрезные работы, шлифовальные работы и др.) необходимо их прекратить на период съема (установки) элементов системы пуска. Перед началом работ рабочая зона должна быть очищена от посторонних предметов, на рабочих местах должна быть размещена необходимая оснастка.
3.1.3 В период ТО системы пуска, катушки разрешающего пускового клапана (РПК) и соленоида пускового воздуха (СПВ) снимаются и отдаются в лабораторию САЭ для испытаний.
| № п.п. | Катушка | Параметры | ||
| Омическое сопротивление обмотки | Сопротивление изоляции «на землю». | |||
| Заводские данные | Допускаемое отклонение | |||
| 1 | Разрешающий пусковой клапан (РПК) | 200 Ом | не более 10 % | 1 МОм |
| 2 | Соленоида пускового воздуха (СПВ) | 460 Ом | не более 10 % | 1 МОм |
3.1.4 Трубопроводы в период каждого ТО и ремонта системы пуска продуваются сжатым воздухом.
| № п.п. | Трубопровод | Давление воздуха |
| 1 | Продувка трубопроводов до редуктора управляющего воздуха (РУВ) | Рпрод = 18 ÷ 20 кгс/см2 |
| 2 | Продувка трубопроводов до соленоида пускового воздуха (СПВ) | Рпрод = 6 ÷ 8 кгс/см2 |
3.1.5 При обнаружении дефектов (повреждений), после разборки, во внутренних полостях РПК, РУВ, СПВ, РПВ составляется акт дефектации.
3.1.6 Отдельные мелкие детали (крепеж, болты, шпонки и т.п.) должны складываться в специальные поддоны, коробки (ящики) с фиксацией количества и месторасположения.
3.1.7 Производитель работ обязан осуществлять постоянный контроль над выполнением всеми членами бригады требований, указанных в данной инструкции.
3.1.8 Ежесменно, по окончанию работ, производитель работ обязан организовать уборку рабочего места.
3.1.9 Чертежи элементов системы пуска дизель-генераторов приведены в приложениях:
§ Разрешающий пусковой клапан (РПК) – приложение 8;
§ Редуктор пускового воздуха (РПВ) – приложение 9;
§ Редуктор управляющего воздуха (РУВ) – приложение 10.
3.2 Технологические карты технического обслуживания системы пуска дизель-генератора модели 15Д100.
| № п./п. | Наименование операций | НТД (чертежи т.д.) | Контрольные операции | Приспособления, инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | Прим. | ||
| Метод | Критерии | ||||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |
| 3.2.1 Техническое обслуживание разрешающего пускового клапана типа РПК-15/200. | |||||||||
 | 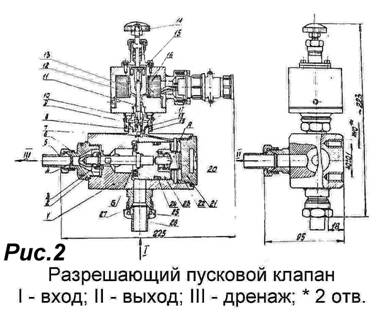 | ||||||||
| 3.2.1.1 | Отсоединить все трубопроводы от РПК, отключить разъем электропитания от РПК. Отвинтить болты крепления и снять РПК со штатного места. Открытые трубопроводы обернуть плотной чистой пленкой (тканью) яркого цвета или установить заглушки. | ТО и ИЭ РПК 15/200 | ВК | Целостность и чистота резьбовых поверхностей. Чистота электро- контактов. | Набор г.к., лупа. | Износ резьбовых поверхностей. Забоины на шестигранных поверхностях накидных гаек. | Изготовить и заменить гайки. | ||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
 |  | |||||||
| Разборка РПК | ||||||||
| 3.2.1.2 | Установить клапан в тиски так как показано на рис. 3. Вывернуть пробку - 21 из корпуса – 1 (рис 3). Снять и осмотреть пробку и уплотняющую прокладку (рис 4). Вынуть пружину – 7. Протереть и разложить все детали на чистой поверхности. | ТО и ИЭ РПК 15/200 | ВК, ИК | Целостность и чистота резьбовых поверхностей. Отсутствие радиальных рисок, трещин на фторопластовой прокладке. | Тиски слесарные; Ключ ÿ 20х20; Лупа. | Износ резьбовых поверхностей корпуса и пробки. Разрушение прокладки, царапины и вмятины на уплотняющих поверхностях. | Заменить корпус РПК; Изготовить или заменить пробку; Заменить прокладку. | Допускается наличие концентрических рисок на поверхности прокладки, глубиной не более 0,01 мм. |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||
 |  |  | ||||||||
| 3.2.1.3 | Отвернуть дренажный штуцер – 2 (рис 5). Протереть штуцер, осмотреть его и положить на чистую поверхность. | ТО и ИЭ РПК 15/200 | ВК, ИК | Целостность и чистота резьбовых поверхностей. Отсутствие царапин и вмятин на уплотняющих поверхностях штуцера. | Тиски слесарные; Г.к с откр. зевом. | Износ резьбы на корпусе РПК. Износ резьбы штуцера; Вмятины, риски на уплотняющих поверхностях штуцера. | Заменить корпус РПК; Убрать риски, царапины, задиры с уплотняющих поверхностей штуцера проточкой на токарном станке, шероховатость поверхности – Ra 1,25 мкм. Заменить дренажный штуцер. | |||
| 3.2.1.4 | Удерживая шток – 20 от проворота с обратной стороны торцовым ключом (рис 6) отвернуть дренажный клапан – 3. Протереть штуцер, осмотреть его и положить на чистую поверхность. | ТО и ИЭ РПК 15/200 | ВК, ИК | Целостность и чистота резьбовых поверхностей. Отсутствие царапин и вмятин на уплотняющих поверхностях клапана. | Тиски слесарные; накидной ключ с закр. зевом «звездочка»; торцовый ключ S17; лупа | Износ резьбы на клапане или на штоке. | Заменить дренажный клапан или шток. | |||
| 3.2.1.5 | Развернуть клапан в тисках так, чтобы сторона дренажного штуцера была наклонена под Ð45±10° выше горизонта (рис 7). Установить медную выколотку в центр штока и слабыми ударами молотка выбить шток из корпуса РПК. Помощник должен предотвратить выпадение штока с обратной стороны. | ТО и ИЭ РПК 15/200 | ВК, ИК | Отсутствие рисок, задиров в корпусе и на штоке. | Тиски слесарные; молоток слесарный; медный пруток Æ15±5 мм - выколотка; лупа | Риски и царапины на рабочей поверхности цилиндра в корпусе. Риски и царапины на главном клапане – 23. Износ, растягивание уплотнительной прокладки - 24 | При царапинах на рабочих поверхностях цилиндра в корпусе и на главном клапане необходимо зачистить их мелкозернистой шкуркой или заменить детали Заменить прокладку. | |||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||
 |  |  | ||||||||
| 3.2.1.6 | Протереть шток с главным клапаном чистой безворсовой ветошью. Осмотреть рабочую поверхность уплотнительного кольца. Проверить состояние уплотнительного кольца – 24, прижимая пальцы к кольцу и сдвигая их по стрелкам 1, 2 (см. рис 8). | ТО и ИЭ РПК 15/200 | ВК | Отсутствие надрывов, трещин на уплотнительном кольце. Кольцо не должно выходить из проточки клапана. | Ветошь безворсовая. Лупа. | Истертая поверхность, надрывы, трещины на уплотнительном кольце. Кольцо не должно выходить из проточки клапана. | Заменить уплотнительное кольцо | |||
| 3.2.1.7 | Замену уплотнительного кольца производят при помощи лопатки для съема и установки резиновых уплотнений. Аккуратно ввести рабочую часть лопатки в уплотнительную канавку клапана, и сдвигая ее по окружности вынуть дефектное кольцо из канавки. Смазать Циатимом 221 участок главного клапана для удобства надевания уплотнительного кольца. Установить новое уплотнительное кольцо в уплотнительной канавке. | ТО и ИЭ РПК 15/200 | ВК | Рабочая часть лопатки не должна иметь острых граней, чтобы не испортить боковые поверхности канавки и цилиндрическую поверхность главного клапана. | Лопатка для установки и съема резиновых уплотнений, смазка - циатим 221. | Задиры, заусенцы, царапины на главном клапане и на поверхностях канавки. | Убрать мелкие задиры и заусенцы при помощи мелкой наждачной шкурки. При больших повреждениях заменить клапан. | |||
| 3.2.1.8 | Установить корпус -1 в тисках, как показано на рис 10. Отвернуть гайку – 19 крепления электромагнита – 12. Снять электромагнит. | ТО и ИЭ РПК 15/200 | ВК | Целостность и чистота резьбовых поверхностей. | Ключ гаечный с открытым зевом | Износ резьбовых поверхностей штуцера и накидной гайки. | Восстановить резьбовые поверхности. При больших дефектах заменить корпус РПК или электромагнит. | |||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
 |  | |||||||
| 3.2.1.9 | Вынуть из верхнего штуцера корпуса по порядку (см. рис 11): седло – 9; регулировочные прокладки – 18; разгрузочный клапан - 23; пружину – 7. Протереть и разложить все детали. | ТО и ИЭ РПК 15/200 | ВК | Чистые, без повреждений поверхности всех деталей. Уплотнительное кольцо на седле на должно иметь надрывов. | Тиски слесарные | Уплотнительное кольцо с надрывами. Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. | Заменить уплотнительное кольцо. Заменить пружину. | |
| 3.2.1.10 | Осмотреть разгрузочный клапан. При наличии рисок на уплотняющем торце клапана необходимо отшлифовать поверхность клапана на ровной плоской поверхности, на наждачной шкурке до удаления всех царапин (см рис 12). | ТО и ИЭ РПК 15/200 | ВК | На уплотняющем торце клапана должно быть ровный кольцевой след, без задиров и заусенцев. Направляющая игла должна быть ровной. | Шкурка наждачная Л 451СМ40 (мелкозернистая); Лупа; Плита отшлифованная с отклонениями от плоскостности не более 0,05 мм на 1 м и шероховатостью поверхности не более 1,25 мкм. | Риски, неровный кольцевой след на уплотняющем торце клапана. | Отшлифовать поверхность клапана на наждачной шкурке до удаления всех царапин и вмятин. Заменить клапан. | |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||
| Сборка разрешающего пускового клапана. | |||||||||||
 |  |  |  | ||||||||
| 3.2.1.11 | Установить в штуцер корпуса: пружину - 7; разгрузочный клапан - 23; регулировочные прокладки - 18; седло – 9. (рис 13). | ТО и ИЭ РПК 15/200 | ВК | ____ | ____ | ____ | ____ | ||||
| 3.2.1.12 | Установить электромагнит – 12, ориентируя его так, чтобы разъем электропитания был направлен в сторону пробки корпуса (рис 14). Навинтить и затянуть накидную гайку (рис 15) Момент затяжки 10 кГм. | ТО и ИЭ РПК 15/200 | ВК | Разъем электромагнита должен быть направлен в сторону места установки пробки корпуса. | Г. к. с открытым зевом, динамометрический г.к. | ____ | ____ | ||||
| 3.2.1.13 | Установить корпус -1 в тисках, как показано на (рис 16). Смазать внутреннюю поверхность цилиндра в корпусе смазкой – Циатим 221. | ТО и ИЭ РПК 15/200 | ВК | Тонкий слой смазки должен исключать наличие белой пленки. | Смазка Циатим 221 ГОСТ 9433-80 | ____ | ____ | ||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
 |  | |||||||
| 3.2.1.14 | Установить шток с главным клапаном в корпус. Удерживая шток – 20 от проворачивания торцовым ключом, навинтить и затянуть дренажный клапан – 3 (рис 17). Момент затяжки 10 – 14 кГм. | ТО и ИЭ РПК 15/200 | ВК | В соответствии с рис 17. | Тиски слесарные; накидной ключ с закр. зевом «звездочка»; торцовый ключ S17. | ____ | ____ | |
| 3.2.1.15 | Установить пружину – 22. Установить пробку – 21, так чтобы пружина попала в глухое отверстие на пробке, и завинтить пробку. При помощи ключа ÿ 20х20 затянуть пробку с моментом затяжки 14 - 18 кГм (рис 19). | ТО и ИЭ РПК 15/200 | ВК | В соответствии с рис 18. | Ключ ÿ 20х20. | ____ | ____ | |
| 3.2.1.16 | Развернуть РПК в тисках Установить дренажный штуцер – 2. Затянуть штуцер. Момент затяжки 14 – 18 кГм. | ТО и ИЭ РПК 15/200 | ВК | В соответствии с рис 5. | Г. к. с открытым зевом, динамометрический г.к. | ____ | ____ | |
| 3.2.1.17 | Вынуть РПК из тисков. Протереть чистой, безворсовой ветошью. Закрыть все отверстия РПК чистой, плотной пленкой, (тканью) до проведения испытаний. На штуцерах должна быть закрыта резьбовая часть. Испытания – см раздел 4 (п.п. 4.1.) | ТО и ИЭ РПК 15/200 | ВК | ____ | ____ | ____ | ____ | |
| № п./п. | Наименование операций | НТД (чертежи т.д.) | Контрольные операции | Приспособления, инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | Прим. | |
| Метод | Критерии | |||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
| 3.2.2 Техническое обслуживание редуктора пускового воздуха (РПВ) (тип Клапан редукционный штуцерный бронзовый Dу 15/20, Рр=250/50). | ||||||||
 | ||||||||
| 3.2.2.1 | Отсоединить все трубопроводы от РПВ. Отвинтить болты крепления и снять РПВ со штатного места (рис 19). Открытые трубопроводы обернуть плотной чистой пленкой (тканью) яркого цвета или установить заглушки. | ТО и ИЭ 525-35. 2323ТО | ВК | Целостность и чистота резьбовых поверхностей. | Набор г.к., лупа. | Износ резьбовых поверхностей. Забоины на шестигранных поверхностях накидных гаек. | Изготовить и заменить накидные гайки. | |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||
 |  |  |  | ||||||||
| Разборка предохранительного клапана РПВ | |||||||||||
| 3.2.2.2 | Установить редуктор в тиски (рис 20) и отвернуть предохранительный клапан при помощи гаечного ключа. Вывернуть предохранительный клапан из корпуса - 3 (рис 21). | ТО и ИЭ 525-35. 2323ТО | ВК | Целостность и чистота резьбовых поверхностей. | Тиски слесарные, Набор г.к. Лупа | Износ резьбовых поверхностей штуцера и резьбового отверстия в корпусе. Забоины на шестигранных поверхностях накидных гаек. | Восстановить резьбы при помощи плашки или метчика. При недопустимом износе заменить клапан | ||||
| 3.2.2.3 | Установить предохранительный клапан в тиски (рис 22). Распломбировать клапан. При помощи щупов измерить зазор - А (см. рис 22). 1. Отвернуть и снять стакан - 57. 2. Снять тарелку пружины – 55; 3. Вынуть пружину – 56 из корпуса клапана. Все детали протереть чистой безворсовой ветошью и разложить на чистой поверхности на столе. | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | Целостность и чистота резьбовых поверхностей. Равномерный шаг витков пружины, поломка. | Набор г.к. Лупа Штангенциркуль ШЦ 1-125-0,1 Набор щупов №2 кл. 1. | Износ резьбовых поверхностей стакана и штуцера. Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. | Восстановить резьбы при помощи плашки или метчика. При недопустимом износе заменить клапан. Заменить пружину. | ||||
| 3.2.2.4 | Вынуть тарелку – 47 (рис 23) | ТО и ИЭ 525-35. 2323ТО | ВК | Отсутствие царапин на цилиндрических поверхностях тарелки и штуцера | Лупа | Царапины на цилиндрических поверхностях тарелки и штуцера. | Разобраться в причине возникновения царапин, потертостей. Убрать царапины при помощи мелкозернистой наждачной шкурки. | ||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||
 |  |  |  | ||||||||
| 3.2.2.5 | Осмотреть уплотняющую вставку на тарелке на наличие на ее поверхности вмятин и царапин (рис 24). При дефекте – заменить тарелку. | ТО и ИЭ 525-35. 2323ТО | ВК | Отсутствие царапин, неравномерный след на уплотняющей вставке поверхности тарелки и штуцера. | Лупа | Царапины, неравномерный след на уплотняющей вставке поверхности тарелки и штуцера. | Заменить тарелку. | В ТО и ИЭ 525-35. 2323ТО никаких рекомендаций по посадке стакана в штуцер нет. | |||
| Сборка предохранительного клапана. | |||||||||||
| 3.2.2.6 | Перед сборкой промыть все детали в уайт – спирите. Вытереть тарелку и внутреннюю поверхность предохранительного клапана чистой безворсовой ветошью (рис 25). Установить тарелку – 47 в корпус. (рис 26) | ТО и ИЭ 525-35. 2323ТО | ВК | Чистота внутренней цилиндрической поверхности штуцера и тарелки. Отсутствие ниток оторвавшихся от обтирочной ветоши. | Лупа | --- | --- | ||||
| 3.2.2.7 | Установить в штуцер пружину – 56; тарелку пружины – 55 (рис 27); завинтить стакан - 57. Вынуть клапан из тисков, обтереть чистой ветошью и уложить в чистый лоток до сборки всего клапана. | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | Завинтить стакан необходимо до того зазора, который измерялся при разборке см. п.п. 3.2.2.3. | Набор г.к. Набор щупов №2 кл. 1. Лоток. | --- | --- | ||||
| * Примечание: Проверка работы и регулировка предохранительного клапана осуществляется после ремонта всего редуктора пускового воздуха. | |||||||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||||
 |  |  |  |  | ||||||||
| Разборка РПВ | ||||||||||||
| 3.2.2.8 | Снять трубопровод - 34 со штуцеров. На корпусе маркером поставить ориентиры взаимного расположения штуцеров. Ослабить болт 58 на хомуте. Отвернуть муфту -16. (рис 28) Вынуть пружину – 12. Вынуть тарелку пружины – 13. Протереть все детали чистой безворсовой ветошью и отложить в чистый лоток до сборки РПВ. | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | Измерить расстояние от торца муфты - до обработанной плоскости корпуса – 3. (рис 54, размер А). Шаг витков пружины должен быть равномерным, поломка пружины - недопустима. | Набор г/к, Маркер, Нутромер микрометрический НМ75 – 175, Штангенциркуль ШЦ 1-125-0,1 | Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. | Заменить пружину | |||||
| 3.2.2.9 | Специальным приспособлением (крючком) вынуть тарелку – 9 из корпуса – 3. (рис 29) | ТО и ИЭ 525-35. 2323ТО | ВК | Как правило, тарелку заменяют, не зависимо от степени износа уплотняющей поверхности. | Захват для выемки тарелки 816 – 35.1484 (крючок) (см. рис 29) | --- | --- | |||||
| 3.2.2.10 | С помощью монтажного ножа извлечь медную уплотняющую прокладку - 11. (рис 30) Протереть прокладку чистой ветошью и отложить в чистый лоток до сборки РПВ. | ТО и ИЭ 525-35. 2323ТО | ВК | Поверхности прокладки не должна иметь вмятин и других повреждений. | Нож монтажный, Ветошь. | Поверхности прокладки имеют вмятины и другие повреждения. | Заменить прокладку | |||||
| 3.2.2.11 | Перед разборкой маркером поставить метки на корпусе и крышке. Отвернуть гайки – 1 крепления крышки – 2. (рис 31) Снять корпус – 3 (рис 32). | ТО и ИЭ 525-35. 2323ТО | ВК | Целостность и чистота резьбы крепежных деталей. | Набор г/к, Лупа | Резьбовые поверхности имеют повреждения. | Восстановить резьбы или заменить крепежные детали. | |||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||
 |  |  |  |  | ||||||
| 3.2.2.12 | С помощью лопатки снять прокладку – 23 с проточки крышки - 2 (рис 33). Осмотреть и при необходимости заменить. | ТО и ИЭ 525-35. 2323ТО | ВК | На прокладке являются недопустимыми: наличие надрывов, порезов, царапин, неравномерность толщины прокладки. | Лупа Лопатка для съема и установки прокладок 523-36.1656 | Прокладка с надрывами, порезами, царапинами или неравномерной толщины. | Заменить прокладку | |||
| 3.2.2.13 | Вынуть поршень – 4. (рис 34) | --- | --- | --- | --- | --- | --- | |||
| 3.2.2.14 | Корпус и поршень промыть в уайт – спирите, высушить и протереть чистой безворсовой ветошью (рис 35) и осмотреть на наличие на рабочих поверхностях царапин, заусенцев, трещин. | --- | ВК | Чистота внутренней цилиндрической поверхности корпуса и поршня и отсутствие на них ниток оторвавшихся от обтирочной ветоши. | Ветошь, лупа, наждачная шкурка, полировальная паста (ГОИ, Крокус или др.), кусок войлока 100×100 или насадка на дрель | Наличие на цилиндрической поверхности корпуса царапин, заусенцев. Трещины на корпусе. | Царапины, заусенцы убрать мелкозернистой шлифовальной шкуркой, затем отполировать поверхность цилиндра до Ra 0,4 - 0,32. Заменить корпус. | |||
| 3.2.2.15 | Перед отворачиванием зачистить наждачной шкуркой или шабером места (А) кернения втулки -27 (рис 36) Вывинтить втулку крепления дюзы – 6 (рис 36). Осмотреть втулку, сетку фильтра и кольцо, очистить их и промыть в уайт - спирите. Собрать узел в обратном порядке и закернить резьбовое соединение (А) | ТО и ИЭ 525-35. 2323ТО | ВК | Места кернения предохраняющие втулку от отворачивания в процессе работы должны быть тщательно зачищены. Не забитая, чистая сетка фильтра и другие детали. | Отвертка слесарная, Шабер, Наждачная шкурка, Ветошь. | --- | --- | |||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||||
 |  |  |  |  | ||||||||
| 3.2.2.16 | Осмотреть на поршне уплотняющее кольцо – 5 на его растяжение, наличия на нем потертостей, надрывов, трещин и др. повреждений, при необходимости снять кольцо (рис 38). Убедиться в надежном креплении поршня – 4 на толкателе - 19. При необходимости подтянуть гайку - 26 | ТО и ИЭ 525-35. 2323ТО | ВК | Растяжение кольца, наличие на нем потертостей, надрывов, трещин и др. повреждений. | Лупа, Лопатка для съема и установки прокладок 523-36.1656, Динамометрический г.к. | Растяжение кольца, потертости, надрывы, трещины и др. повреждения. Поршень проворачивается на толкателе из-за незатянутой гайки. | При любых повреждениях заменить уплотняющее кольцо. Затянуть гайку Мзат=8 кгм. | |||||
| Сборка РПВ | ||||||||||||
| 3.2.2.17 | После установки кольца в канавку поршня, смазать тонким слоем (без наличия белой пленки) контактные поверхности поршня (рис 39) и корпуса (рис 40). | ТО и ИЭ 525-35. 2323ТО | ВК | Тонкий слой смазки должен исключать наличие белой пленки. | Смазка циатим 221 ГОСТ 9433-80 | --- | --- | |||||
| 3.2.2.18 | Поршень в сборе установить в корпус толкателем вниз и надавить пальцами на поршень до упора (рис 41). Усилия прилагать руками, равномерно, не допускать ударов и резких движений. | ТО и ИЭ 525-35. 2323ТО | --- | --- | --- | --- | --- | |||||
| 3.2.2.19 | Установить прокладку - 23 на проточку в крышке – 2 (рис 42) | ТО и ИЭ 525-35. 2323ТО | ВК | Прокладка должна точно соответствовать размерам проточки. | Лопатка для съема и установки прокладок 523-36.1656 | Повреждения прокладки при установке, несоответствие размеров прокладки размерам проточки | При любых повреждениях прокладки ее необходимо заменить. | |||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||||
 |  |  |  |  |  | ||||||||
| 3.2.2.20 | Ориентируя корпус по меткам, поставленным до разборки (п.п. 3.2.2.11.), установить собранный корпус на крышку (рис 43). Смазать шпильки смазкой циатим 221 перемешанный с графитом 1:1 по объему. Установить стопорные шайбы и навинтить гайки на шпильки. Затянуть гайки крепления корпуса моментом Мзат = 16 кГм (рис 44) по схеме затяжки «звезда»:
| ТО и ИЭ 525-35. 2323ТО | ВК | Совпадение меток поставленных при разборке корпуса и крышки. | Динамометрический г.к. | Перекос корпуса и крышки, который видно по раскрытию стыка корпус – крышка. | Ослабить все гайки и повторить затяжку. | ||||||
| 3.2.2.21 | Вытереть начисто внутреннюю поверхность корпуса чистой безворсовой ветошью (см. рис 45). Смазать ту же поверхность смазкой циатим 221. | ТО и ИЭ 525-35. 2323ТО | ВК | Тонкий слой смазки должен исключать наличие белой пленки. | Ветошь, Смазка Циатим 221 ГОСТ 9433-80 | --- | --- | ||||||
| 3.2.2.22 | Легкими ударами молотка расклинить тарелку – 9 оправкой до размера посадочного места в корпусе (рис 47) и установить тарелку в корпус (рис 48). | ТО и ИЭ 525-35. 2323ТО | ИК | Измерить размер посадочного места в корпусе и измерить размер расклиненной тарелки. | Оправка 932-35-1610. Молоток. Штангенциркуль ШЦ 1-125-0,1 | --- | --- | ||||||

| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||||||
 |  |  |  |  |  | |||||||||
| 3.2.2.23 | Посадить тарелку – 9 в корпус – 3 при помощи поршня динамометрического с усилием 10 ÷ 15 кгс (рис 49) | ТО и ИЭ 525-35. 2323ТО | ВК | Следить за тем, чтобы упор в окне поршня динамометрического был в среднем положении. Положение упора в крайних положениях – недопустимо. | Поршень динамометрический 816-35.1611 для установки тарелки, Втулка 932-35.6331 Оправка 816-35. 1610 для раздачи хвостовика тарелки. | Тарелка свободно без усилий устанавливается в расточку корпуса. Тарелка не устанавливается в расточку корпуса. | Легкими ударами молотка по оправке раздать хвостовую часть тарелки и повторить операцию установки. Сжать хвостовую часть тарелки. Затем раздать ее и повторить операцию установки. | |||||||
| 3.2.2.24 | На металлическом крючке отжечь медную прокладку в пламени газовой горелки (рис 50). Установить прокладку в проточку в верхней части корпуса - 3 (рис 51) | ТО и ИЭ 525-35. 2323ТО | ВК | Нагревать до полного покраснения прокладки в пламени горелки. В воде нагретую прокладку не охлаждать. | Газовая горелка, Крючок металлический. | --- | --- | |||||||
| 3.2.2.25 | Установить пружину – 12. Установить тарелку пружины – 13. (рис 52) | -- | -- | -- | -- | -- | -- | |||||||
| 3.2.2.26 | Установить корпус – 14 с муфтой – 16 на корпус – 3 (рис 53). Сориентировать штуцеры по меткам, навинтить муфту на корпус – 3 до размера А плюс 3 ÷5 мм (рис 54). Навинтить заглушку на штуцер. Удерживая корпус – 14 от проворота затянуть муфту – 16 до размера А | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | Заглушка должна полностью закрывать резьбовую часть штуцера для ее предохранения. Во время затяжки контролировать размер А. | Набор г/к, Нутромер микрометрический НМ75 – 175, | Давление на резьбовой штуцер корпуса – 14 должно быть минимальным, чтобы его не отломать или погнуть. | При повреждении штуцера заменить корпус – 14. | |||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||||
 |  |  |  |  |  | ||||||||
| Разборка редукционного клапана | |||||||||||||
| 3.2.2.27 | Распломбировать редукционный клапан - 34. Измерить величину ввинчивания колпачка регулировочного – 48 во втулку – 46. Отвернуть колпачок регулировочный (рис 55) и снять его (рис 56). Вынуть тарелку пружины – 35 и пружину – 36. Все детали промыть уайт - спиритом, высушить и протереть чистой ветошью. | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | Измерить величину ввинчивания колпачка регулировочного во втулку. Шаг витков пружины должен быть равномерным, поломка пружины - недопустима. Целостность и чистота резьбовых поверхностей. | Кусачки слесарные, Штангенциркуль ШЦ 1-125-0,1, Набор г.к., Лупа, Ветошь | Износ резьбовых поверхностей. Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. | Восстановить резьбы. Изготовить или заменить втулку или колпачка регулировочного. Заменить пружину | ||||||
| 3.2.2.28 | Измерить величину навинчивания колпачка на корпус. Отвернуть заглушку – 43. (рис 58) Вынуть прокладку – 42 из заглушки, снять тарелку пружины – 41. Вынуть пружину – 40 и тарелку – 39 (рис 59). Все детали промыть уайт - спиритом, высушить и протереть чистой ветошью. | ТО и ИЭ 525-35. 2323ТО | ВК | Измерить величину ввинчивания колпачка регулировочного во втулку. Шаг витков пружины должен быть равномерным, поломка пружины - недопустима. | Штангенциркуль ШЦ 1-125-0,1, Набор г.к., Лупа, Ветошь | Износ резьбовых поверхностей. Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. Царапины, неравномерный след на уплотняющей вставке поверхности тарелки и штуцера. | Восстановить резьбы. Заменить пружину Заменить тарелку. | ||||||
| 3.2.2.29 | Смазать внутреннюю поверхность корпуса – 38 и тарелку – 39 смазкой Циатим 221 (рис 60) | ТО и ИЭ 525-35. 2323ТО | ВК | Тонкий слой смазки должен исключать наличие белой пленки. | Ветошь, Смазка Циатим 221 ГОСТ 9433-80 | --- | --- | ||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||||
 |  |  |  |  |  | ||||||||
| Сборка редукционного клапана | |||||||||||||
| 3.2.2.30 | На металлическом крючке отжечь медную прокладку – 42 в пламени газовой горелки (рис 61). Установить прокладку – 42 в заглушку -43; Установить тарелку в корпус – 38; Установить пружину – 40 в корпус; Установить тарелку пружины – 41; Придерживая пружину и тарелку пружины установить и завернуть заглушку – 43 на величину навинчивания до разборки (рис 63). | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | Нагревать до полного покраснения прокладки в пламени горелки. В воде нагретую прокладку не охлаждать. При навинчивании заглушки контролировать величину навинчивания заглушки на корпус. | Газовая горелка, Крючок металлический. Набор г.к. Штангенциркуль ШЦ 1-125-0,1 | --- | --- | ||||||
| 3.2.2.31 | Во втулку - 46 установить: пружину – 36, тарелку пружины – 35. Придерживая пружину и тарелку пружины установить и завернуть колпачок регулировочный (рис 64) на величину, измеренную до разборки (рис 65). | ТО и ИЭ 525-35. 2323ТО | ВК, ИК | При ввинчивании колпачка контролировать величину ввинчивания колпачка в втулку. | Набор г.к. Штангенциркуль ШЦ 1-125-0,1 | --- | --- | ||||||
| 3.2.2.32 | Отжечь медную прокладку – 8. Установить прокладку в отверстие корпуса – 3. Установить на место предохранительный клапан – 10 (рис 66). Усилие затяжки Мзат = 16 кГм | ТО и ИЭ 525-35. 2323ТО | ВК | Нагревать до полного покраснения прокладки в пламени горелки. В воде нагретую прокладку не охлаждать. | Бензиновая паяльная лампа, Крючок металлический. Ключ динамометрический. | --- | --- | ||||||
| № п./п. | Наименование операций | НТД (чертежи т.д.) | Контрольные операции | Приспособления, инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | Прим. | |
| Метод | Критерии | |||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
| 3.2.3 Техническое обслуживание редуктора управляющего воздуха (РУВ). (тип Клапан редукционный бронзовый Dу 15/20, Рр=10…4). | ||||||||
 | ||||||||
| 3.2.3.1 | Отсоединить все трубопроводы от РУВ. Отвинтить болт крепления и снять РУВ со штатного места. Открытые трубопроводы обернуть плотной чистой пленкой (тканью) яркого цвета или установить заглушки. | ТО и ИЭ 520-182. 108 ТО | ВК | Целостность и чистота резьбовых и уплотняющих поверхностей штуцеров и накидных гаек. | Набор г.к., лупа. | Износ резьбовых поверхностей. Забоины на шестигранных поверхностях накидных гаек. Забоины и царапины на уплотняющих поверхностях. | Изготовить и заменить накидные гайки. Обработать уплотняющие поверхности напильником, наждачной шкуркой или заменить штуцеры | |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||||
 |  |  |  |  |  | |||||||
| Разборка РУВ | ||||||||||||
| 3.2.3.2 | Установить редуктор в тиски (рис68) Распломбировать редуктор. Измерить размер А (от крышки до торца колпачка) Отвернуть колпачок – 12 при помощи гаечного ключа (рис 69). | ТО и ИЭ 520-182. 108 ТО | ВК, ИК | Измерить размер А (рис 68) и записать его в памятку. | Штангенциркуль ШЦ 1-125-0,1, Набор г.к | --- | --- | |||||
| 3.2.3.3 | Снять колпачок (рис 70), шарик – 9, тарелку пружины – 10, вынуть пружину – 11 (рис 71). Все детали протереть чистой безворсовой ветошью и разложить на чистой поверхности стола. | ТО и ИЭ 520-182. 108 ТО | ВК, ИК | Целостность и чистота резьбовых поверхностей. Равномерный шаг витков пружины, поломка ее витков. | Набор г.к., лупа, Ветошь. | Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. Износ резьбовых поверхностей колпачка и крышки. | Заменить пружину. Восстановить резьбу при помощи плашки или метчика Заменить детали. | |||||
| 3.2.3.4 | Поставить метки взаимного расположения крышки и корпуса. Отвернуть гайки крепления крышки – 7 (рис 72). Снять крышку (рис 73) Все детали протереть чистой безворсовой ветошью и разложить на чистой поверхности стола. | ТО и ИЭ 520-182. 108 ТО | ВК | Целостность и крепежных деталей. Чистота уплотняющих поверхностей, отсутствие на них забоин, царапин. | Набор г.к., лупа, маркер. ветошь. | Гайки имеют заваленные грани, резьба сорвана или изношена. Шпильки погнуты, резьба сорвана или изношена. Царапины, вмятины на уплотняющей поверхности крышки | Заменить крепежные детали на новые. При мелких дефектах отшлифовать поверхность мелкозернистой шкуркой. При крупных повреждениях торцевать уплотняющую поверхность в токарном станке. | |||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||||
 |  |  |  |  |  | |||||||
| 3.2.3.5 | Снять шайбу мембраны - 11 (рис 74) Снять шток – 5 с мембраной – 15 в сборе. Все детали протереть чистой безворсовой ветошью и разложить на чистой поверхности стола. | ТО и ИЭ 520-182. 108 ТО | ВК | Отсутствие на уплотняющих поверхностях шайбы вмятин, царапин. Целостность мембраны, отсутствие на ней трещин, равномерность толщины мембраны, ее эластичность. | Набор г.к., лупа, Ветошь. | На поверхностях шайбы имеются вмятины, царапины. Мембрана с трещинами, порезами, пережата в отдельных местах. | Мелкие царапины зачистить шлифовальной шкуркой. При значительных дефектах – заменить шайбу. Заменить мембрану. | |||||
| 3.2.3.6 | Промыть все детали в уайт – спирите или др. моющем растворе. Спицей или ершиком прочистить все засоренные отверстия. Протереть насухо чистой безворсовой ветошью. Смазать смазкой циатим 221. | ТО и ИЭ 520-182. 108 ТО | ВК | Чистота всех деталей и полостей, отсутствие грязных разводов. Тонкий слой смазки должен исключать наличие белой пленки. | Ветошь безворсовая, ванна промывочная, щетка, спица, уайт – спирит смазка циатим 221 ГОСТ 9433-80, перчатки резиновые МБС. | --- | --- | |||||
| Сборка РУВ | ||||||||||||
| 3.2.3.7 | Установить шток с мембраной в сборе в корпус (рис 77). Установить шайбу мембраны в корпус (рис 78). Установить крышку на корпус (рис 79) по меткам (рис 72). | ТО и ИЭ 520-182. 108 ТО | ВК | Мембрана и шайба мембраны должны четко лежать в расточке корпуса. Метки на корпусе и крышке должны совпадать | Лупа. | При замене мембраны, края новой мембраны выходят из расточки. При замене шайбы, новая шайба не входит в расточку. | Увеличить диаметр расточки корпуса редуктора до размеров мембраны. Диаметр шайбы уменьшить до размеров расточки. | |||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||||
 |  |  |  |  | ||||||||
| 3.2.3.8 | Установить шпильки и гайки крепления крышки (рис 80). Затянуть гайки моментом М зат = 10 кГм в соответствии со схемой затяжки:
| ТО и ИЭ 520-182. 108 ТО | ВК | Равномерный зазор между фланцами корпуса и крышки. Равномерность усилия затяжки. | Набор г.к., динамометрический ключ. Набор щупов. | Неравномерный зазор между фланцами корпуса и крышки. | Разобрать соединение и произвести сборку соединения заново, контролируя каждый раз зазоры между фланцами. | |||||
| 3.2.3.9 | Установить в цилиндрическое отверстие крышки пружину – 11. Установить тарелку пружины – 10, шарик – 9 (рис 81). Завернуть колпачок – 12 на резьбовой штуцер крышки до размера А + 3 …5 мм (рис 68, 82). Удерживая гайку – 8 затянуть колпачок – 12 на высоте А. | ТО и ИЭ 520-182. 108 ТО | ВК, ИК | Измерить расстояние А + 3…5 мм, затем затянуть колпачок до размера А. | Набор г.к., динамометрический ключ. | --- | --- | |||||
| 3.2.3.10 | Переустановить редуктор в тисках (рис 84). Отвернуть пробку – 17. | ТО и ИЭ 520-182. 108 ТО | ВК | Редуктор должен быть надежно закреплен. | Набор г.к., тиски. | --- | --- | |||||

| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |||
 |  |  |  | ||||||||
| 3.2.3.11 | Вывернуть и вынуть пробку – 17 вместе с пружиной – 19 и тарелкой – 16 (рис 85, рис 86). | ТО и ИЭ 520-182. 108 ТО | ВК | Целостность и чистота резьбовых поверхностей пробки и корпуса. | Набор г.к., лупа, Ветошь. | --- | --- | ||||
| 3.2.3.12 | Вынуть из пробки пружину – 19, тарелку – 16, тарелку пружины – 20 (рис 87). Все детали протереть чистой безворсовой ветошью и разложить на чистой поверхности стола. | ТО и ИЭ 520-182. 108 ТО | ВК, ИК | Равномерный шаг витков пружины, поломка ее витков. Целостность кольцевой прокладки на пробке. Отсутствие царапин, неравномерный след на уплотняющей вставке тарелки. | Штангенциркуль ШЦ 1-125-0,1, Лупа, ветошь. | Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. Износ резьбовых поверхностей пробки и корпуса. Кольцевая прокладка изношена, неплотно сидит в канавке пробки. Неравномерный след на уплотняющей вставке тарелки. | Заменить пружину. Восстановить резьбы при помощи плашки и метчика. Заменить прокладку. Заменить тарелку. | ||||
| 3.2.3.13 | Промыть все детали в уайт – спирите или др. моющем растворе. Протереть насухо чистой безворсовой ветошью (рис 88). Смазать смазкой циатим 221. | ТО и ИЭ 520-182. 108 ТО | ВК | Чистота всех деталей и отсутствие на них ниток оторвавшихся от обтирочной ветоши. Тонкий слой смазки должен исключать наличие белой пленки. | Ветошь безворсовая, ванна промывочная, щетка, спица, уайт – спирит смазка циатим 221 ГОСТ 9433-80, перчатки резиновые МБС. | --- | --- | ||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
 | ||||||||
| 3.2.3.14 | Собрать узел в обратном порядке: установить в тарелку – 16 тарелку пружины – 20, пружину – 19 и установить тарелку в пробку – 17. Затянуть пробку с моментом затяжки М зат = 15 кгм (рис 89) Освободить клапан из тисков. | ТО и ИЭ 520-182. 108 ТО | ВК | Усилие затяжки М зат = 15 кГм. | Набор г.к., динамометрический ключ, лупа, Ветошь. | --- | --- | |
| Регулировка редуктора описывается в разделе 5. | ||||||||
| № п./п. | Наименование операций | НТД (чертежи т.д.) | Контрольные операции | Приспособления, инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | Прим. | |
| Метод | Критерии | |||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
| 3.2.4 Техническое обслуживание соленоида пускового воздуха (СПВ). (тип электропневматический вентиль ВВ - 32). | ||||||||
 | ||||||||
| Разборка СПВ | ||||||||
| 3.2.4.1 | Отсоединить все трубопроводы от СПВ, отключить разъем электропитания от СПВ. Отвинтить болты крепления и снять СПВ с места его установки. Открытые трубопроводы обернуть плотной чистой пленкой (тканью) яркого цвета или установить заглушки. Очистить СПВ снаружи от грязи. | ТО и ИЭ ОТХ. 463.045 | ВК | Целостность и чистота резьбовых поверхностей. Чистота электроконтактов. | Набор г.к., лупа. | Износ резьбовых поверхностей. Забоины на шестигранных поверхностях накидных гаек. | Изготовить и заменить гайки. | |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | ||
 |  |  | ||||||||
| 3.2.4.2 | Отвинтить болты – 20. (рис 91) Отделить корпус – 1 от ярма – 5 с катушкой. Снять резиновые вставки – 12. | ТО и ИЭ ОТХ. 463.045 | ВК | Целостность и чистота крепежных деталей. | Лупа, набор г/к, отвертка слесарная. | Износ резьбовых поверхностей. Забоины на шестигранных поверхностях болтов. | Заменить болты. | |||
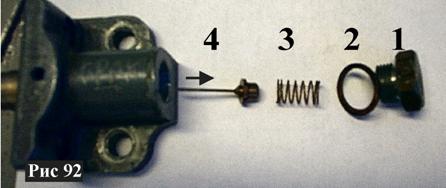
| 3.2.4.3 | Разобрать клапанную систему: 1.отвинтить заглушку – 19 2. снять медную шайбу - 18 3. вынуть пружину – 17 4. клапан нижний – 16 5. вынуть клапан верхний – 11. (рис 92) | ТО и ИЭ ОТХ. 463.045 | ВК | Равномерный шаг витков пружины, поломка ее витков. Целостность резьбовых поверхностей. Целостность медной прокладки на заглушке. | Лупа, набор г/к, Штангенциркуль ШЦ 1-125-0,1, . | Неравномерный шаг витков пружины, искривление оси пружины, поломка пружины. Износ резьбовых поверхностей заглушки и корпуса. Кольцевая прокладка изношена, неплотно сидит в канавке пробки. | Заменить пружину. Восстановить резьбы метчиком и плашкой, или изготовить новую пробку. Заменить прокладку. | |||
| 3.2.4.4 | Все детали промыть в ацетоне или растворителе. Очистку и промывку производить только деревянным предметом или волосяной щеткой и кисточкой. Детали, промытые в растворителе, тщательно просушить и продуть сжатым воздухом и смазать смазкой литол. Разложить детали каждого СПВ в отдельном поддоне, так как вследствие индивидуальной притирки клапаны и втулки разных вентилей не взаимозаменяемы. | ТО и ИЭ ОТХ. 463.045 | ВК | Чистота всех деталей и отсутствие на них ниток оторвавшихся от обтирочной ветоши. Тонкий слой смазки должен исключать наличие белой пленки. | Ветошь безворсовая, ванна промывочная, щетка, маленькая кисточка, уайт – спирит, литол – 24, перчатки резиновые МБС. | --- | --- | |||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |
 |  |  | |||||||
| Сборка СПВ | |||||||||
| 3.2.4.5 | Собрать СПВ в обратном порядке. Момент затяжки: заглушки М зат = 12 кГм; болтов - 20 М зат = 8 кГм; После сборки замерить ход и зазоры вентиля. | ТО и ИЭ ОТХ. 463.045 | ВК | Детали должны быть установлены без перекоса | -Набор г.к., отвертка слесарная, ключ динамометрический. | СПВ пропускает воздух при нормальном ходе и зазоре, а чистка вентиля не помогает. | Притереть клапан, пропускающего воздух. | ||
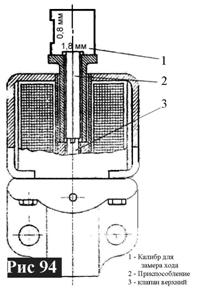
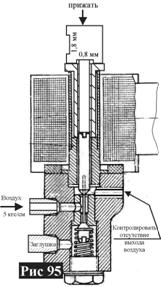
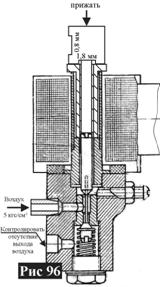
| 3.2.4.6 | Замер ходов. Ходы вентиля замеряют при снятой крышке – 7. Для замера ходов СПВ служат стороны калибра «0,8» и «1,8». В прижатом положении калибра стороной «0,8» вентиль не должен пропускать воздух через закрытый верхний клапан. При всех замерах стороны калибра должны касаться торца приспособления (рис 95). При нажатии стороной калибра «1,8» нижний клапан не должен пропускать воздух (рис 96). | ТО и ИЭ ОТХ. 463.045 | ВК | Ход вентиля –1,0 мм. Зазор между якорем и сердечником, мм: в притянутом состоянии – 0,8 мм; в отпущенном состоянии – 1,8 мм. Наличие выхода воздуха через клапан проверяют путем нанесения на отверстия мыльного раствора (рис 95, рис 96). | Калибр (рис 94), приспособление, напильник драчевый с мелкой насечкой. | При проверке ходов клапанов воздух выходит из отверстий корпуса. | Верхний и нижний клапаны подгоняются подпиловкой до размеров по калибру. Притереть клапан, пропускающего воздух. | ||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. |
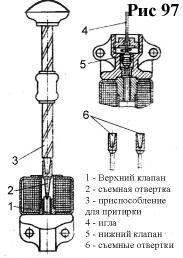 | ||||||||
| 3.2.4.7 | Перед притиркой СПВ жестко укрепить в вертикальном положении, при этом ось инструмента должна совпадать с осью клапанов. Притираемую поверхность покрыть густой пастой (состав см. колонку 6). После притирки все детали промыть в растворителе и высушить. Притирка клапанов СПВ: 1. Притирка верхнего клапана: отвинтить винты – 9, снять крышку – 7, вынуть якорь – 4 и притереть верхний клапан 10-15 сек. Собрать СПВ и проверить пропускает ли он воздух. 2. Притирка нижнего клапана: перевернуть клапан кнопкой – 8 вниз, отвинтить заглушку - 19 и притереть нижний клапан – 16 со втулкой 15 аналогично притирке верхнего клапана. Проверить и отрегулировать ход клапанов (см п.п. 3.2.4.6). | ТО и ИЭ ОТХ. 463.045 | ВК | Притертый клапан не должен пропускать воздух давлением 5 кгс/см2 . Контроль плотности прилегания клапанов производить в соответствии с п.п. 3.2.4.6. | Приспособление для притирки клапанов (рис 97), паста притирочная для клапанов (смесь тонкий порошок пемзы, зерно - 0,02 мм и машинного масла), растворитель (уайт - спирит), ветошь. | При проверке плотности прилегания клапанов воздух выходит из отверстий корпуса. | Верхний и нижний клапаны подгоняются подпиловкой до размеров по калибру. | |