Муфты соединительные термоусаживаемые для трехжильных кабелей с изоляцией из сшитого полиэтилена с проволочным экраном марки 3ПСТ-10
Муфты соединительные термоусаживаемые для трехжильных кабелей с изоляцией из сшитого полиэтилена с проволочным экраном марки 3ПСТ-10
Соединительные термоусаживаемые муфты для трехжильных кабелей с изоляцией из сшитого полиэтилена с проволочным экраном, с броней и без брони, на напряжение 6 и 10 кВ марок
ЗПСТ-10
ИНСТРУКЦИЯ ПО МОНТАЖУ
Все операции следует выполнять в строгом соответствии с инструкцией по установке, не допуская изменений в технологии монтажа
Монтаж термоусаживаемых муфт должен проводиться специально обученным персоналом
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Муфты соединительные типа ЗПСТ-10 предназначены для соединения трехжильных силовых кабелей с изоляцией из сшитого полиэтилена с броней и без брони, с медным проволочным экраном на напряжение до 10 кВ с частотой переменного тока 50 Гц. Используются для соединения кабелей, проложенных в тоннелях, кабельных коллекторах, грунте без ограничения по уровню прокладки при температуре окружающей среды от-50°С до +50°С.
Монтаж соединительных муфт может быть осуществлен для следующих основных типов трехжильных кабелей: АПвПу, ПвПу, АПвПуг, ПвПуг, АПвВ, ПвВ, АПвП2г, ПвП2г, АПвПу2г, ПвПу2г, АПвБП, ПвБП, АПвБПг, ПвБПг, АПвБВ, ПвБВ и их аналогов.2. ТИПОРАЗМЕРЫ МУФТ
Выбор типоразмеров муфт производится в зависимости от сечения жил кабеля (см. табл.):

Наименование муфты |
Число жил кабеля |
Сечение жил кабеля (мм |
Тип изоляции кабеля |
|
Комплектация без болтовых соединителей |
Комплектация с болтовыми соединителями |
|||
ЗПСТ-10-35/50 |
ЗПСТ-10-35/50 |
3 |
35, 50 |
изоляция из сшитого полиэтилена |
ЗПСТ-10-70/120 |
ЗПСТ-10-70/120 |
70, 95, 120 |
||
ЗПСТ-10-150/240 |
ЗПСТ-10-150/240 |
150, 185, 240 |
||
3. МЕРЫ БЕЗОПАСНОСТИ
Монтаж муфты должен производиться с соблюдением «Правил по охране труда при эксплуатации электроустановок», «Правил технической эксплуатации электроустановок потребителей», «Правил пожарной безопасности для энергетических предприятий», «Технической документации на муфты для силовых кабелей с бумажной и пластмассовой изоляцией напряжением до 10 кВ», а также правил и инструкций, действующих на предприятии, применяющем данные муфты.
4. ОБЩИЕ УКАЗАНИЯ
4.1 Подготовка к монтажу. Внимательно ознакомьтесь с инструкцией по монтажу. Проверьте по комплектовочной ведомости наличие деталей в комплекте и соответствие муфты сечению, типу и рабочему напряжению монтируемого кабеля. Подготовьте рабочее место, все необходимые инструменты и приспособления. Проверьте исправность газового оборудования: баллона, шланга, редуктора и горелки. Если муфта хранилась в неотапливаемом помещении при температуре менее 5 °С, то до начала монтажа комплект муфты следует выдержать не менее 2-х часов при температуре 18—20°С. Монтаж термоусаживаемых муфт должен производиться в соответствии с «Технической документацией на муфты для силовых кабелей с бумажной и пластмассовой изоляцией до 10 кВ». Монтаж термоусаживаемых муфт требует соблюдения особой чистоты. Попадание в муфту влаги, грязи и посторонних частиц в процессе монтажа недопустимо.
4.2 Разделка кабеля. Разделка кабеля должна осуществляться в строгом соответствии с инструкцией производителя. Точная и аккуратная разделка является необходимым условием и залогом правильного монтажа кабельной муфты. Разделка кабеля должна выполняться только высококвалифицированным специалистом. Несоблюдение размеров разделки, разделка без рулетки «на глазок», порезы и задиры на жильной изоляции, наличие загрязнений могут привести к сокращению срока службы муфты и пробоям. Особое внимание следует уделить снятию изоляции с жил кабеля. Любые повреждения жил в процессе снятия изоляции недопустимы. Работы по монтажу муфт для кабелей с бумажной маслопропитанной изоляцией должны проводиться без перерывов, за один раз.
4.3 Технологии соединения и оконцевания жил. Качество, надежность и работоспособность всей муфты во многом определяется качеством монтажа соединителей или наконечников на жилах кабеля. Уточните, под какую технологию соединения или оконцевания рассчитана данная муфта: опрессовку или закрепление с помощью болтов со срывной головкой. В случае отсутствия ограничений, определитесь с выбором технологии самостоятельно.-Технология опрессовки:
Размер наконечника или гильзы выбирается в соответствии с сечением и классом гибкости кабельных жил. Секторные жилы перед опрессовкой рекомендуется предварительно скруглить. При работе с алюминиевыми и медными кабелями используйте алюминиевые или медные наконечники или гильзы соответственно. При выводе алюминиевого кабеля на медную шину используйте алюмомедные наконечники или шайбы. Перед монтажом алюминиевых наконечников и гильз следует зачистить концы алюминиевых жил до металлического блеска при помощи кордощетки и нанести кварце-вазелиновую пасту. Трубную часть наконечников также следует зачистить и смазать кварце-вазелиновой пастой, после чего вставить жилы в наконечники до упора и произвести опрессовку.
Для опрессовки используйте только профессиональный инструмент. Размер матриц должен соответствовать размеру выбранного наконечника. При монтаже наконечников и соединительных гильз соблюдайте количество опрессовок и их последовательность в соответствии с рекомендациями производителя.-Технология болтовых наконечников и соединителей:
При монтаже «механических» соединителей и наконечников с болтами со срывной головкой необходимо удерживать корпус соединителей/наконечников в момент затяжки болтов при помощи специальной зажимной струбцины НМБ-4 или газового ключа, предохраняя кабельные жилы от деформации. При наличии нескольких болтов в наконечнике/соединителе первой срывается головка болта, расположенного ближе к лопатке наконечника или центру соединителя.
Перед срывом болтовых головок следует развернуть наконечники вокруг жилы таким образом, чтобы при подключении к контактным клеммам избежать перегибов и скручивания кабельной жилы.4.4 Технология термоусадки. Для монтажа термоусаживаемых муфт предпочтительно использовать пропановую газовую горелку с широкой насадкой диаметром 40—50 мм. Пламя горелки следует отрегулировать таким образом, чтобы оно было мягким, с языками желтого цвета. Остроконечное клиновидное синее пламя не допускается. Усадка термоусаживаемых трубок с использованием газовой горелки требует определенных навыков и опыта.
Перед проведением каждой технологической операции поверхность, на которую усаживается трубка или подматывается герметик, должна быть очищена от загрязнений, пыли, жировых пятен и нагара. Для обеспечения равномерной усадки и предотвращения «подгорания» пламя горелки должно находиться в постоянном колебательном движении. Интенсивность усадки может регулироваться расстоянием от горелки до изделия. Во избежание образования морщин и воздушных пузырей на поверхности трубки, термоусадку следует производить от центра трубки к ее концам, либо последовательно от одного конца трубки к другому. Прежде чем продолжить термоусадку вдоль кабеля, трубка или перчатка должны быть усажены по кругу.
Усадка толстостенных термоусаживаемых кожухов, соединительных манжет и перчаток требует более длительного времени и должна сопровождаться предварительным медленным и равномерным прогревом.
Следуйте указаниям инструкции и по возможности точно устанавливайте термоусаживаемые трубки относительно других элементов муфты. Перед усадкой трубок и перчаток на металлические поверхности следует убедиться в отсутствии острых кромок и заусенцев. Все неровности должны быть предварительно зашлифованы. После зашлифовки убедитесь, что на поверхности изоляции не осталось металлических опилок.
Для обеспечения хорошего прилегания термоусаживаемых изделий на металлических поверхностях, последние рекомендуется предварительно прогреть до 50—70°С. Избыток термоплавкого клея, выступающий из-под кромок усаживаемых деталей с внутренним клеевым подслоем подтверждает хорошее качество герметизации. Убедитесь в отсутствии повреждений, морщин и вздутий на поверхности усаженных изделий.
После завершения монтажа не подвергайте кабельную муфту механическим воздействиям до ее полного остывания.
1. Подготовка кабеля к разделке
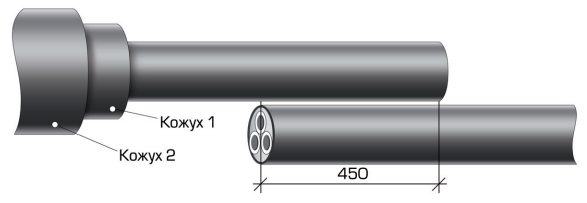
1.1 Распрямить один конец кабеля на длине 2000 мм, другой — 1 500 мм, очистить их от загрязнений и расположить их друг напротив друга с перехлестом в 450 мм.
1.2 На больший конец кабеля надеть два кожуха, вложенные один в другой, сдвинуть их на время монтажа вдоль кабеля, предварительно защитив внутреннюю поверхность от загрязнения с помощью упаковочного полиэтиленового пакета из комплекта муфты.2. Разделка кабеля без брони

Сечение кабеля, мм |
А, мм |
В, мм |
35-50 |
815 |
895 |
70-120 |
815 |
975 |
150-240 |
815 |
1045 |
2.1 Удалить с кабеля оболочку и межфазный заполнитель согласно рисунку и таблице (разделка на размер А должна проводиться со стороны кабеля с надетыми кожухами).
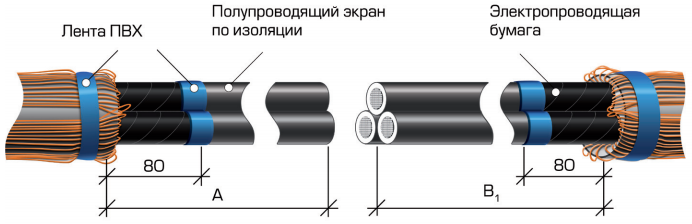
2.2 Расплести медные бандажные ленты и медные проволоки экрана каждой жилы обоих концов кабеля; без натяга отогнуть их на наружную оболочку кабеля и с помощью изоляционной ленты ПВХ временно закрепить на наружной оболочке кабеля.
2.3 На расстоянии 80мм от среза наружной оболочки кабеля на слой черной электропроводящей бумаги (полимерной ленты) каждой жилы наложить бандаж из 2-3 слоев изоляционной ленты ПВХ. Удалить электропроводящую бумагу (полимерную ленту) на каждой жиле по краю наложенного бандажа. Изоляционную ленту не удалять. Повторить операции для второго конца кабеля.
2.4 Три жилы со стороны кабеля В обрезать в соответствии с размерами, указанными на рисунке и в таблице. Жилы со стороны кабеля А оставить без изменений.
Сечение кабеля, мм |
А, мм |
В1, мм |
35-50 |
815 |
445 |
70-120 |
815 |
525 |
150-240 |
815 |
595 |
3. Разделка кабеля с броней
Сечение кабеля, мм |
А, мм |
В, мм |
35-50 |
845 |
895 |
70-120 |
845 |
975 |
150-240 |
845 |
1045 |
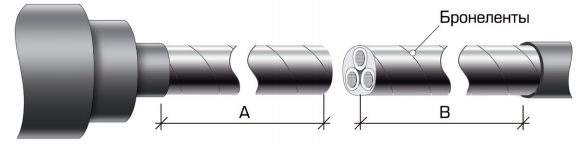
3.1 Удалить с кабеля наружную оболочку согласно рисунку и таблице (разделка на размер А должна проводиться со стороны кабеля с надетыми кожухами).
3.2 На расстоянии 30 мм от среза наружной оболочки обоих концов кабеля специальным инструментом сделать кольцевые надрезы на бронелентах и снять броню. На расстоянии 5 мм от среза бронелент, сделать кольцевой надрез на внутренней оболочке кабеля и удалить внутреннюю оболочку и межфазный заполнитель.
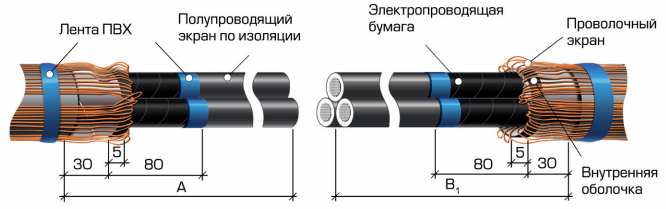
3.3 Расплести медные бандажные ленты и медные проволоки экрана каждой жилы обоих концов кабеля, без натяга отогнуть их на наружную оболочку кабеля и с помощью изоляционной ленты ПВХ временно закрепить на наружной оболочке кабеля.
3.4 На расстоянии 80 мм от среза бронелент на слой черной электропроводящей бумаги (полимерной ленты) каждой жилы наложить бандаж из 2-3 слоев изоляционной ленты ПВХ. Удалить электропроводящую бумагу (полимерную ленту) на каждой жиле по краю наложенного бандажа. Изоляционную ленту не удалять. Не допускается удалять электропроводящую бумагу (полимерную ленту) с помощью ножа. Повреждение полупроводящего слоя по изоляции не допускается. Повторить операции для второго конца кабеля.
3.5 Три жилы со стороны кабеля В обрезать в соответствии с размерами, указанными на рисунке и в таблице. Жилы со стороны кабеля А оставить без изменений.
Сечение кабеля, мм |
А, мм |
В1, мм |
35-50 |
845 |
475 |
70-120 |
845 |
555 |
150-240 |
845 |
625 |
4. Удаление полупроводящего слоя изоляции кабеля
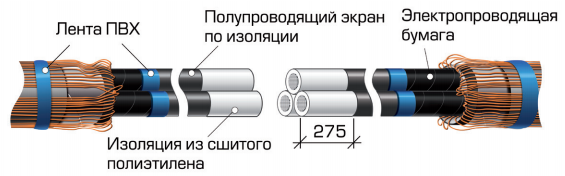
4.1 Специальным инструментом (роликовым ножом) удалить слой черного полупроводящего экрана по изоляции из экструдируемого сшитого полиэтилена с каждой жилы обоих концов кабеля на длину 275 мм от среза кабеля.
4.2 После снятия полупроводящего экрана на поверхности изоляции из сшитого полиэтилена не допускается наличие его остатков, бугров и заусенцев. Все неровности необходимо зашлифовать мелкозернистой наждачной бумагой. Повторное использование специального инструмента для этих целей не допускается.5. Установка трубок выравнивания напряженности электрического поля
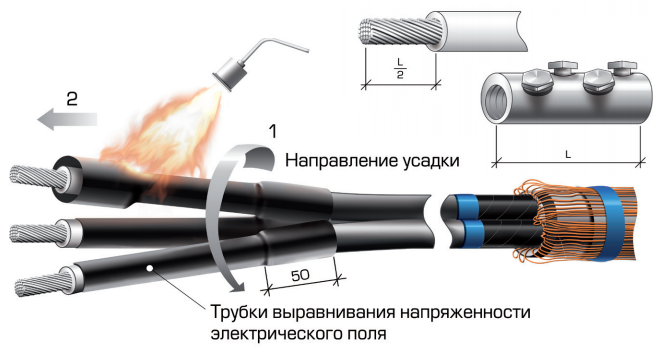
5.1 Снять с концов всех жил изоляцию на длине, равной 1/2 длины гильзы (соединителя). Если используется соединитель с внутренней перегородкой, изоляция удаляется на участке, равном длине соединителя до перегородки.
5.2 Обезжирить участки изоляции из сшитого полиэтилена, используя х/б салфетку и бензин-растворитель, начиная от конца жилы в направлении полупроводящего экрана по изоляции. Салфетку х/б использовать только однократно для каждой жилы.
5.3 Надвинуть на жилы трубки выравнивания напряженности электрического поля с заходом на полупроводящий экран на 50 мм.
5.4 Усадить трубки выравнивания напряженности электрического поля в направлении от среза внешней оболочки к концам жил.
5.5 Повторить операции для второго конца кабеля.6. Соединение жил кабеля
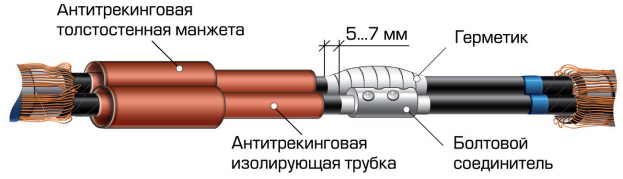
6.1 На каждую жилу с длинной стороны разделки кабеля надеть антитрекинговую изолирующую трубку и поверх нее антитрекинговую толстостенную манжету. На время монтажа сдвинуть их к корню разделки кабеля.
6.2 Очистить поверхность оголенных участков жил от оксидной пленки и обезжирить бензином-растворителем. При использовании гильз под опрессовку также зачистить внутреннюю поверхность гильз и обезжирить.
6.3 Произвести соединение жил по выбранной технологии: гильзами методом опрессовки, либо соединителями со срывающимися болтовыми головками. Зашлифовать острые кромки и заусенцы напильником, не допуская попадания металлической стружки на элементы конструкции муфты. Обезжирить поверхности соединителей.
6.4 Обмотать по отдельности соединители всех жил герметиком, заполняя неровности соединителей и зазоры между торцами соединителей и изоляцией жил. Обмотку следует начинать от трубок выравнивания напряженности электрического поля с заходом на них на 5-7 мм, вытягивая герметик в 2 раза и производя перекрытие витков на 1/2 ширины ленты герметика.7. Установка антитрекинговых трубок и толстостенных манжет на места соединения жил
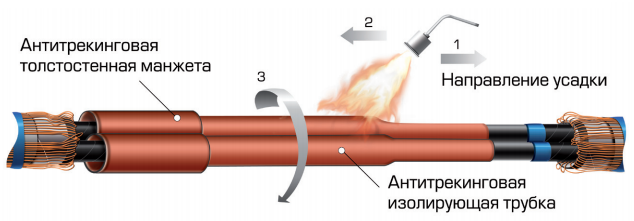
7.1 Надвинуть на соединители длинные анти-трекинговые трубки и расположить их по центру. Толстостенные манжеты сдвинуть до упора к корню длинной разделки кабеля.
7.2 Усадить длинные антитрекинговые трубки, начиная от середины соединителей к короткой стороне разделки кабеля. Продолжить усадку длинных антитрекинговых трубок от середины в направлении длинной стороны разделки до толстостенных манжет, не затрагивая их пламенем горелки. Сдвинуть толстостенные манжеты на усаженные части длинных антитрекинговых трубок и закончить усадку длинных трубок.
7.3 Надвинуть на соединители толстостенные манжеты и расположить их по центру соединителей. Усадить манжеты от середины к краям.8. Восстановление экрана жил
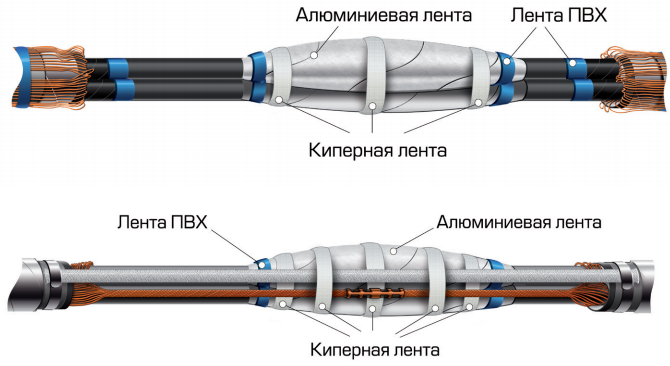
8.1 Произвести обмотку каждой жилы алюминиевой экранирующей лентой с перехлестом витков 20-30 мм и заходом на полупроводящий слой жил на 15-20 мм.
8.2 Концы алюминиевой ленты зафиксировать на полупроводящем слое жил бандажом из 2-3 витков изоляционной ленты ПВХ.
8.3 Аккуратно разгладить намотанную алюминиевую ленту по контуру жил на всей длине намотки.
8.4 Удалить временный бандаж из ленты ПВХ, фиксирующий медный проволочный экран. Сформировать по три «косички» из медных проволок соединяемых концов кабелей.
8.5 Обрезать концы сформированных проводников заземления на необходимую длину для последующего соединения их соединительными гильзами
8.6 Зачистить и обезжирить концы соединяемых проводников на длине, равной 1/2 длины гильзы.
8.7 Произвести соединение проводов заземления медными гильзами методом опрессовки.Для кабеля без брони
8.8 Свести жилы кабеля и соединенные медными гильзами провода заземления максимально близко друг к другу и стянуть их киперной лентой.Для кабеля с броней
8.8 Зачистить наждачной бумагой и обезжирить по верхности бронелент.
8.9 Растянуть в ширину оба конца провода заземления и наложить их на бронеленты. Закрепить провод заземления на бронелентах с помощью пружин постоянного давления.
8.10 Свести жилы кабеля, медный луженый провод заземления и соединенные медными гильзами медные проволочные экраны жил кабеля максимально близко друг к другу и стянуть их киперной лентой.9. Установка защитного кожуха
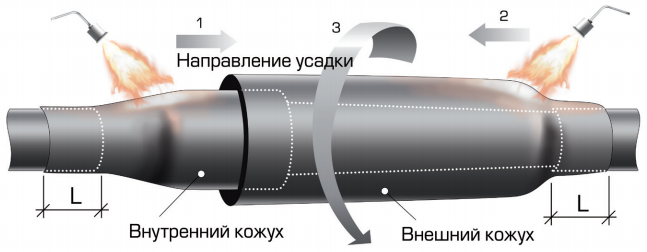
L, мм |
|
Кабель без брони |
100 |
Кабель с броней |
70 |
9.1 Обезжирить края наружных оболочек кабеля.
9.2 Пламенем газовой горелки прогреть до температуры 60-70°С край наружной оболочки кабеля А. Надвинуть на монтируемую муфту кожух меньшего диаметра с заходом его окончания на длину L на наружную оболочку кабеля А (на прогретую поверхность оболочки). Усадить кожух, начиная с края, надвинутого на оболочку кабеля.
9.3 Пламенем газовой горелки прогреть до температуры 60-70°С край наружной оболочки кабеля В. Надвинуть на монтируемую муфту кожух большего диаметра с заходом его окончания на длину L на наружную оболочку кабеля В (на прогретую поверхность оболочки). Усадить кожух, начиная с окончания, надвинутого на оболочку кабеля.
Монтаж муфты завершен! Дайте муфте остыть прежде чем подвергать ее какому-либо механическому воздействию.
Все кабельные муфты!!!