Вибрационное обследование и диагностика состояния трансформаторов

Русов В. А., («Вибро-Центр», Пермь),
Софьина Н. Н. (НПП «РОС», Пермь)
Цель проведения вибрационной диагностики силовых трансформаторов.Вибрационное обследование силовых маслонаполненных трансформаторов является достаточно эффективным способом оценки некоторых аспектов их технического состояния. В процессе вибрационного обследования производится, в основном, определение качества взаимного крепления внутренних и внешних элементов трансформатора, определяется целостность конструкции, диагностируется состояние механизмов системы охлаждения.
Достоинством вибрационных методов диагностики технического состояния силовых трансформатора является возможность проведения с их помощью «виброналадки» узлов и элементов трансформаторов Под этим термином понимается возможность улучшения некоторых вибрационных параметров работы трансформатора, например, устранения резонансов трубопроводов, проведение балансировки вентиляторов системы обдува.
Важным достоинством применения вибрационных диагностических методов является возможность проведения технической оценки качества прессовки обмоток и магнитопровода трансформатора. Вибрационный метод является единственным, позволяющим проводить диагностическое обследование в процессе работы трансформатора.
При проведении вибрационной диагностики состояния трансформаторов следует учитывать. что из-за многообразия конструктивных особенностей вибрационные процессы, регистрируемые на поверхности бака, в различной степени связаны с дефектами состояния, особенно если они имеют место во внутренних элементах трансформатора.
Вибрационный отклик на поверхности бака трансформатора, возникающий от внутреннего дефекта, существенно связан с конструкцией трансформатора. Поэтому проведению вибрационной диагностики трансформатора всегда должно предшествовать ознакомление с особенностями конструкции обследуемого трансформатора. Это является обязательным условием получения достоверных диагнозов.
Виброизмерительные приборы для контроля состояния трансформаторов.Вибрационное обследование силовых маслонаполненных трансформаторов должно проводится с использованием современных виброизмерительных приборов - переносных малогабаритных виброметров и виброанализаторов.
Виброметры, самые простые виброизмерительные приборы, предназначены для измерения интегральных параметров вибрации, таких как, например, СКЗ (среднеквадратичное значение) виброскорости или размах виброперемещения (двойная амплитуда вибрации).
Виброанализаторы не только измеряют интегральные параметры вибрации, но и позволяют разлагать контролируемый вибрационный сигнал на отдельные гармонические составляющие, хранить эти параметры во встроенной памяти прибора.
При помощи виброметров можно оценивать общее вибрационное состояние трансформатора, контролировать состояние фундамента, фиксировать вибрации оборудования и конструкций на поверхности бака трансформатора. Диагностику состояния элементов трансформатора и «виброналадку» механизмов можно производить только с использованием более сложных и дорогих виброанализаторов:
Приборы виброконтроля выпускают многие фирмы в России и за рубежом, выбор этих приборов достаточно велик. Виброметр может быть использован практически любой фирмы, показания такого прибора считываются с экрана и. далее, фиксируются в записной книжке. Виброанализатор передает собранную информацию из своей памяти в компьютер по специальному протоколу обмена, уникальном) для каждого прибора. Поэтому при выборе измерительного прибора необходимо учитывать, чтобы используемые диагностические программы имели в своем составе необходимый протокол обмена с виброанализатором используемой при диагностике марки. Описываемая в данном методическом руководстве вибродиагностическая программа «Веста» ориентирована на использование прибора «Диана-2» разработки нашей фирмы. При желании пользователя использовать с программой «Виста» другой прибор пользователь должен согласовать наличие в программе протокола связи с таким прибором.
Вся приводимая информация рассчитана на не специалистов в области вибрационной диагностики, а на персонал, занимающийся диагностикой электротехнического оборудования.
Оценка состояния фундаментов трансформаторов по вибропараметрам.Это самый первый этап вибрационного обследования состояния силовых трансформаторов. Достаточно часто силовые трансформаторы стационарно устанавливаются на специальных фундаментах, состояние которых значительно влияет на общую вибрацию трансформатор. Повышенная вибрация на поверхности бака трансформатора может быть не следствием внутренних дефектов, а следствием дефектов фундамента, по своему назначению предназначенного для поглощения энергии вибрации.
Измерения вибрации фундаментов, с целью оценки его технического состояния, производятся при помощи виброметров или виброанализаторов, в которых предусмотрена функция измерения интегральных параметров вибрации (таких виброанализаторов большинство).
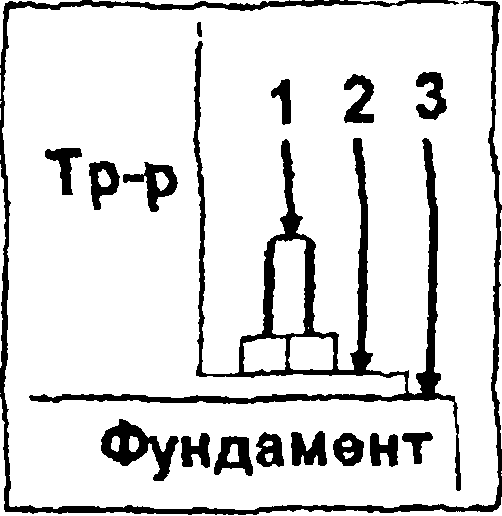
При проведении измерений виброанализатор, тек же, как и виброметр, должен быть настроен на контроль величины СКЗ виброскорости, имеющей размерность [мм/сек]. Использование для диагностики фундаментов этого параметра, а не другого, например, виброперемещения, предпочтительно, т. к он отражает величину энергии, выделяемой при вибрации (передаваемой трансформатором в фундамент). Места установки вибродатчиков для контроля состояния фундамента и оценка качества элементов крепления схематически показаны на рисунке.
Точка 1 соответствует головке анкерного болта, точка
- - конструктивному элементу трансформатора, а точка
- - контролируемому фундаменту.. Такие измерения вибрационных параметров в трех точках проводятся в каждом узле крепления трансформатора к фундаменту.
Общая оценка состояния фундамента проводится по отношению вибрации в точке 3 к точке 2.
Кф = У3/У2
Коэффициент отношения величин этих вибраций Кф является основным параметром оценки состояния фундамента.
Если этот показатель практически равен единице, то это говорит о том, что фундамент не поглощает энергию вибрации трансформатора. Такое возможно в том случае, когда фундамент имеет недостаточную массу, или. что чаще всего бывает, в фундаменте имеют место трещины, а может быть даже фундамент раскололся на несколько частей. И в том и в другом случае можно говорить о том, что фундамент нуждается в ремонте или в увеличении массы, в реконструкции.
Если показатель Кф по величине меньше значения 0,4, то можно говорить о том, что связь трансформатора с фундаментом ослаблена. Это может иметь место при отрыве анкерных болтов или ослаблении гаек крепления трансформатора к фундаменту. Контроль отрыва или ослабления анкерных болтов производится по сравнению вибраций в точках 2 по отношению к точке 1. Если это отношение существенно не отличается от значения Кф> то можно говорить об ослаблении гаек крепления. Если это отношение много больше Кф то в фундаменте имеет место отрыв анкерных болтов.
Оптимальным следует считать отношение Кф, находящееся в диапазоне от 0.6 до 0,8. В этом случае можно говорить о «достаточном фундаменте, не имеющем внутренних дефектов». Такое соотношение оптимально для большего количества фундаментов, используемых для установки силовых трансформаторов.
Если значение Кф выходит за указанный диапазон, то необходимо проверять качество затяжки гаек анкерных болтов или планировать ремонт или реконструкцию фундамента.
Измерение общего уровня вибрации (СКЗ виброскорости) на поверхности бака трансформатора.Наиболее простым вибрационным обследованием является измерение СКЗ виброскорости на поверхности бака трансформатора во многих точках. Обычно на трансформаторе выбирается несколько горизонтальных сечений бака, по которым измеряется вибрация. Итогом такого измерения является построение некоторых пространственных графиков распределения вибрации по баку трансформатора. Эти графики, обычно, очень наглядны и хорошо показывают зоны повышенной вибрации на поверхности бака трансформатора.
Такое обследование может выявить «проблемные зоны» на поверхности бака трансформатора, но ничего не может сказать о причинах увеличения вибраций.
Реально наиболее возможны следующие причины увеличения вибрации на поверхности бака трансформатора:
- Повышенные вибрации сердечника или обмоток, передаваемые через масло на поверхность бака трансформатора.
- Вибрации от элементов системы охлаждения трансформатора - вентиляторов обдува или маслонасосов
- Резонансные явления на поверхности бака, когда частота собственных колебаний элемента поверхности совпадает с частотой вынуждающей силы.
Сложность диагностики состояния трансформатора по вибрации на поверхности бака трансформатора заключается в двух аспектах. Во - первых, нет возможности выявить, какой элемент трансформатора является источником повышенной вибрации. Во - вторых, практически полностью отсутствует нормативная база для оценки уровня вибраций на баке, не ясно, когда такие вибрации являются признаком аварийного состояния трансформатора, а когда нет.
Эффективность от такого «поверхностного» вибрационного обследования поверхности бака трансформатора, обычно, снижается еще тем. что измерения проводят виброметрами, контролирующими виброперемещение поверхности бака трансформатора.
Не вдаваясь в тонкости физических процессов можно только сказать, что виброперемещение наиболее эффективно для оценки низкочастотных вибраций. Частотный диапазон таких вибраций -максимум до 150 - 200 герц. Для трансформаторов это только первая гармоника электромагнитной силы 100 герц и вибрации от системы охлаждения. Реально в трансформаторе существуют вибрации до 1000 Герц, которые могут быть использованы для диагностики состояния. При использовании измерений в размерности виброперемещения вся эта высокочастотная информация отбрасывается.
В заключение по данному вопросу можно отметить, что такие измерения следует проводить для выявления зон поверхности бака трансформатора с увеличенной вибрацией. Оценку технического состояния трансформатора по уровню вибрации на поверхности бака произвести очень сложно.
Измерение вибрации оборудования, смонтированного на баке трансформатора.Описанная выше методика измерений вибраций поверхности бака трансформатора становится более эффективной, если получаемые результаты будут использованы для оценки вибрационного состояния «навесного оборудования» трансформатора. Под «навесным оборудованием» понимаются все элементы трансформатора и системы контроля, закрепленные на поверхности бака. В практике, эксплуатации трансформаторов часто имеют место случаи, когда вибрации такого оборудования превышают вибрации на поверхности бака.
Здесь возможны два варианта анализа вибраций.
- Навесное оборудование является «виброактивным», т. е. в нем возможно возникновение собственных вибраций. Это вентиляторы обдува и маслонасосы системы охлаждения. Анализ вибраций такого оборудования будет рассмотрен ниже.
- Навесное оборудование является «вибрационно пассивным». В нем нет внутренних источников вибрации. Все вибрации в таком оборудовании наводятся от бака трансформатора. Исходя из такой модели возникновения вибрации, однозначно следует, что вибрация вторичного оборудования всегда должна быть меньше вибрации поверхности бака, на которой оборудование смонтировано.
Превышение вибрации навесного оборудования над вибрацией бака возможно в двух случаях:
- При ослаблении крепления оборудования на баке, снижении прочности болтовых и сварных соединений.
- При наличии резонансных явлений, когда собственная частота колебаний конструкции совпадает с частотой действия вынуждающей силы.
Для выявления превышения вибрации навесных элементов над вибрациями бака необходимо провести измерения на поверхности бака в местах крепления контролируемого навесного оборудования и непосредственно на оборудовании. Измерения вибрации на поверхности бака производится в направлении, перпендикулярном поверхности. Измерение вибрации на оборудовании производится в трех направлениях, причем выбирается точка с максимальной вибрацией. Измерение желательно проводить в размерности виброскорости.
Если будет выявлена хотя бы одна точка на навесном оборудовании, вибрация в которой вибрация будет больше, чем на поверхности бака в месте крепления, то это говорит о наличии одного из двух возможных дефектов, перечисленных выше.
Выявление места с дефектом крепления производится путем осмотра узлов соединения с применением инструментальных средств, например, анализом сварных соединений. Выявленные дефекты крепления навесного оборудования должны оперативно устраняться, т. к. дефекты такого вида обычно являются саморазвивающимися, с существенными последствиями.
Сложнее обстоит дело, когда механических дефектов крепления не удается обнаружить, когда причиной повышения вибрации являются резонансные процессы. Для корректного определения частоты собственных колебаний данной части конструкции необходимо использование виброанализаторов. Трансформатор должен быть отключен от напряжения, на навесном оборудовании устанавливается при помощи магнита вибродатчик. По конструкции наносится удар молотком, средней силы, и контролируются свободные колебания после удара. При помощи спектрального анализа, функции которого имеются в виброанализаторе, определяется частота собственных колебаний конструкции
Если полученная частота свободных колебаний будет равна частоте вибрации оборудования при включенном трансформаторе, то имеют место классические резонансные колебания. Единственными способами уменьшения вибрации является снижение жесткости системы крепления или изменение массы навесного оборудования. Первое достигается введением дополнительных связей, второе - установкой грузов на оборудовании. И в первом и во втором случаях производится демпфирование амплитуды колебаний.
Если совпадения частоты собственных колебаний оборудования с частотой колебаний при включенном трансформаторе выявлено не будет, то речь тоже идет о резонансных явлениях, но более сложной природы. Наиболее эффективно такие колебания демпфировать изменением конструкции крепления оборудования, обычно введением новых связей или укреплением уже существующих. Изменение массы оборудованием введением дополнительных грузов при таком виде резонанса менее эффективно.
Частота силы, вынуждающей резонансные колебания навесного оборудования, в трансформаторе может вызываться тремя процессами.
В первую очередь это вибрации от обмоток и магнитопровода. Частота таких процессов - 100 и 200 Гц (для справки - вибрация с частотой 50 Гц в трансформаторах практически отсутствует).
Во вторых, это могут быть вибрации от вентиляторов обдува, располагаемых на охлаждающих радиаторах. Частота таких процессов определяется частотой вращения рабочих колес вентиляторов. Чаще всего это 24 Гц. при частоте вращения колеса 1400 оборотов в минуту, или 16 Гц, при частоте вращения рабочего колеса 950 оборотов в минуту. Следует обратить особое внимание на то, что эти частоты не пропорциональны частоте электромагнитных процессов 100 Гц. Это обусловлено использованием для привода вентиляторов асинхронных электродвигателей.
Третьей причиной возникновения резонансных колебаний могут быть вибрации от маслонасосов системы охлаждения. Эти вибрации исходят также от асинхронных электродвигателей и не кратны частоте электромагнитной силы. Вероятность возбуждения резонансных процессов в навесном оборудовании трансформатора от маслонасосов обычно мала. Причиной является сравнительно небольшая мощность электродвигателей маслонасосов.
Анализ вибрационного состояния трубопроводов системы масляного охлаждения трансформатора. Устранение резонансных явлений.В отдельны и вопрос можно выделить вибрационное обследование и диагностику трубопроводов системы масляного охлаждения. Достаточно часто вибрации этих элементов достигают значительных величин Это приводит к повышенным динамическим усилиям на трубы, особенно на их сварные или ботовые соединения Практическим итогом повышенной вибрации могут быть течи и нарушение герметичности бака трансформатора.
Трубопроводы циркуляции масла, совместно с встроенными в них маслонасосами, обычно прокладываются снаружи трансформатора с минимальным количеством точек крепления. В результате практически основной причиной повышенных вибраций трубопроводов являются резонансные явления. Частота таких резонансов чаще всего совпадает с первой или со второй гармониками электромагнитной силы, т.е. равна 100 или 200 Гц.
Выявление резонансных процессов в трубопроводах производится обычным образом путем измерения вибрации в трех направлениях на участках, наиболее удаленных от точек крепления. Если измерения производятся при помощи виброанализатора, то одновременно можно определить основную частоту, вибрации контролируемого участка трубопровода.
Если измеренное значение СКЗ виброскорости участка трубопровода хотя бы в одном направлении превышает 11 мм/сек, то необходимо применять меры по их снижению.
Наиболее просто снизить вибрацию трубопровода можно путем изменения жесткости связи участка трубопровода с баком трансформатора. Однако реально этот путь мало приемлем, т. к. это требует согласования с заводом - изготовителем и проведения работ при отключенном трансформаторе.
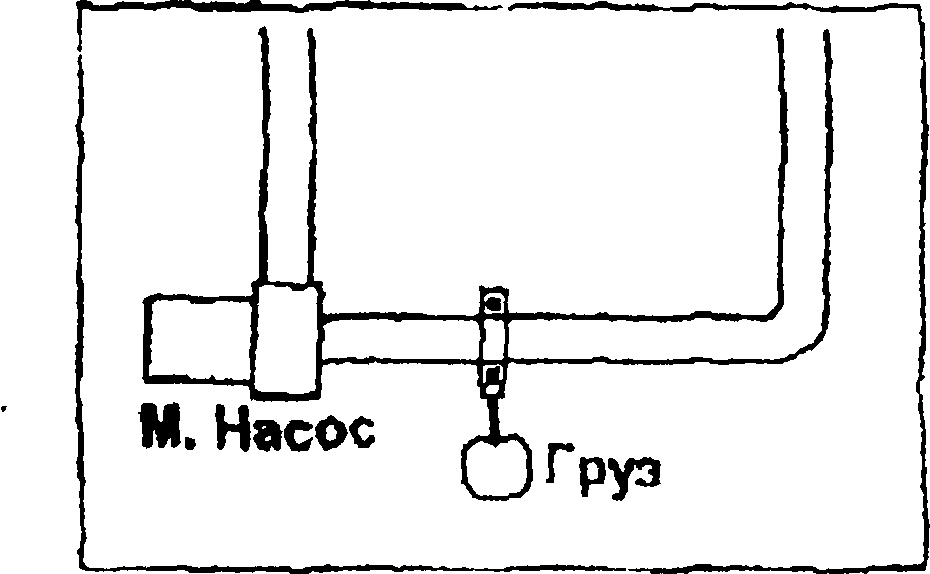
Аналогичный, по эффективности, результат может быть достигнут при помощи установки на участке трубопровода виброгасящей массы. Обычно это просто груз, закрепляемый на трубе хомутом с болтовым креплением. Масса такого груза и место его крепления проще всего определяется экспериментально, путем подбора. Физическим объяснением снижения вибрации является то, что виброгасящая масса изменяет частоту собственного резонанса участка трубопровода. Величина необходимой массы на
практике может достигать нескольких десятков килограмм.
Подвешивание виброгасящего груза эффективно при повышенной вертикальной вибрации трубопровода. При повышенной горизонтальной вибрации виброгасящую массу следует жестко крепить непосредственно на трубе.
Вибрационная диагностика и балансировка вентиляторов системы обдува трансформатора.Вибрационное обследование и балансировка рабочих колес вентиляторов (обдува радиаторов охлаждения масла) трансформаторов является эффективным средством продления срока эксплуатации приводных электродвигателей. В целом это повышает и общую надежность работы силовых трансформаторов, особенно в летнее время, когда имеют место напряженные тепловые режимы работы оборудования энергосистем.
Реальная эффективность применения вибрационных методов для контроля состояния вентиляторов обдува в трансформаторах складывается из двух основных составляющих.
Во - первых, при помощи вибрационных методов контроля можно достаточно быстро и точно диагностировать состояние подшипников электродвигателей, определять остаточный ресурс их работы. Наличие дефектов в этих элементах во многом определяет надежность работы вентилятора.
Во - вторых, при помощи виброанализатора можно уверенно диагностировать небаланс рабочих колес вентиляторов и, что особенно важно, проводить динамическую балансировку колес без разборки вентилятора, прямо на месте. Актуальность этого вопроса в системах охлаждения обостряется тем, что вентиляторы часто устанавливаются с вертикальным расположением вала электродвигателя. При этом без приборов не удается диагностировать даже весьма значительные небалансы. При горизонтальном расположении вала электродвигателя такие небалансы фиксируются, при отключенном электродвигателе, визуально, по методу определения «тяжелой точки» рабочего колеса отключенного вентилятора. Если своевременно диагностировать и устранить небаланс, то удается не только снизить вибрацию, но и продлить срок службы подшипников электродвигателя за счет снижения на них динамических нагрузок.

Процедура диагностирования небаланса по спектру вибросигнала и порядок проведения балансировочных работ с ротором в собственных подшипниках достаточно подробно описывается в инструкции к анализатору вибросигналов. Достаточно только сказать, что это простая и эффективная процедура. Применительно к вентиляторам трансформаторов балансировка одного вентилятора обычно занимает 0,5 - 2.0 часа рабочего времени. Обучение персонала этой процедуре занимает не более 1 -2 рабочих дней.
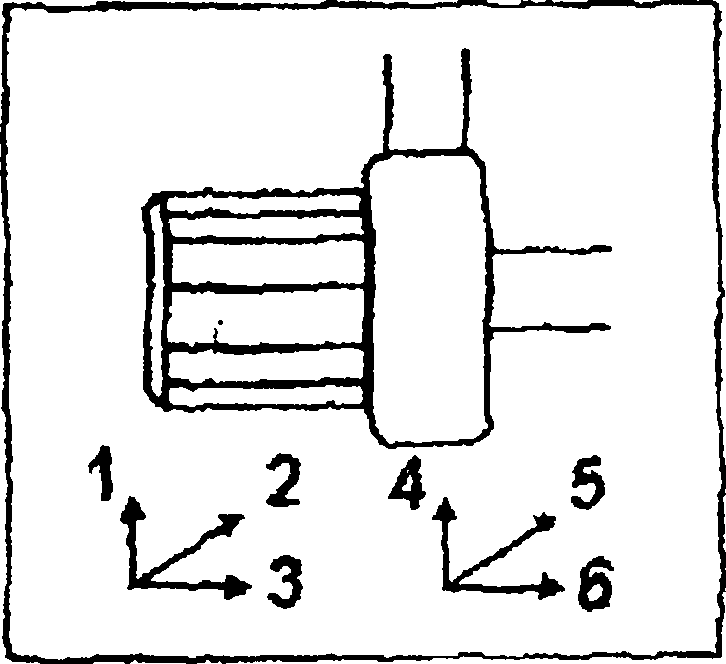
Измерение вибрации на подшипниках вентилятора, проводимое с целью оценки его технического состояния, желательно выполнять стандартным способом в трех взаимно перпендикулярных направлениях на каждом подшипнике В связи с тем, что рабочее колесо вентилятора устанавливается прямо, на валу электродвигателя, на подшипнике со стороны вентилятора очень сложно измерить осевую составляющую вибрации. Поэтому на практике, чаще всего, ограничиваются измерением вибрации в 5 направлениях, как это показано на рисунке выше. Измерение следует проводить виброметром или виброанализатором в режиме измерения СКЗ виброскорости.
На практике эксплуатируется достаточно большое количество марок вентиляторов марок, различающихся мощностью электродвигателя, частотой вращения и способом установки. Это приводит к разбросу количественных значений критерия нормального состояния вентилятора. Упрощенно можно считать, что техническое состояние вентилятора не соответствует критерию «хорошее состояние», если вибрация на подшипниках превышает значение 7,1 мм/сек. В этом случае уже следует заняться более углубленным анализом состояния подшипников электродвигателя и планировать проведение процедуры балансировки рабочих колес.
В заключение по данному вопросу следует сказать следующее. На большинстве силовых трансформаторов устанавливается большое количество вентиляторов небольшой мощности, и обслуживающий персонал обращает на них мало внимания. Считается, что проще своевременно заменять вышедшие из строя вентиляторы, чем заниматься их диагностикой и балансировкой. Такой подход, организационно называемый «работой до аварии», является простым, но самым затратным и не обеспечивает высокой надежности и эффективности работы систем охлаждения силовых трансформаторов. Он был приемлем при наличии значительного резерва, но мало пригоден в настоящих экономических условиях когда резерва оборудования практически нет.
Вибрационная диагностика маслонасосов системы охлаждения.Техническое состояние маслонасосов системы охлаждения маслонаполненного трансформатора во многом определяет его готовность к работе в тяжелых эксплуатационных условиях. Только трансформатор с исправными маслонасосами может устойчиво нести большую нагрузку, особенно в летнее время.
Сложность проведения оценки технического состояния маслонасосов заключается в том, что процедура разборки насоса для его диагностики требует больших затрат, по сравнению с диагностиков вентиляторов системы охлаждения. Учитывая особенности работы силовых трансформаторов в энергосистемах, для нормальной работы системы охлаждения необходимо выявлять развивающиеся дефекты маслонасосов на начальных стадиях развития. Только такой подход, основанных на планировании ремонтов, позволит поддерживать систему охлаждения в работоспособном состоянии.
Практически эффективным и единственным способом оценки состояния маслонасосов является проведение вибрационного обследования. В процессе этого обследования проводится измерение вибрации на каждом подшипнике в трех направлениях. Для этого на корпусе электродвигателя выбираются точки, максимально приближенные к подшипникам электродвигателя. Измерения проводятся в размерности виброскорости.
Для измерения могут быть использованы и виброметры, и виброанализаторы. Если измерения проводятся виброметром, то анализируется только общее состояние электродвигателя по вибрации в районе подшипников качения.
Для практики можно принимать следующие критерии оценки технического состояния маслонасоса. Если вибрация на подшипнике (СКЗ) превышает значение 4,5 мм/сек, то в районе этого подшипника имеют место некоторые, причем весьма значительные, проблемы. Чаще всего это износ подшипников, приводящий к увеличению зазоров и появлению люфтов. Если вибрация повышена на подшипнике, рядом с которым находится рабочее колесо насоса, то велика вероятность повышения вибрации из - небаланса рабочего колеса. Причиной появления небаланса обычно служит неравномерный износ лопаток или даже выкрашивание материала рабочего колеса.
При вибрациях до 2.5 мм/сек насос можно считать находящимся в удовлетворительном состоянии, если конечно при работе он не создает специфических акустических шумов, не перегревается и рабочий ток электродвигателя не превышает паспортных значений.
Диагноз по возможным дефектам маслонасосов может быть более подробно детализирован в том случае, если для регистрации вибросигналов будет использован виброанализатор. При его помощи можно прямо на месте оценить спектральный состав вибросигналов и по ним дифференцировать дефект. Если максимальное значение на спектре вибросигнала будет иметь гармоника с оборотной частотой вращения ротора маслонасоса, то причиной вибрации является небаланс рабочего колеса насоса. Для справки при частоте вращения маслонасоса в 2900 об/мин оборотная частота ротора имеет значение в 49 Гц При частоте вращения маслонасоса в 1430 об/мин оборотная частота ротора имеет значение в 24 Гц.
Если на спектре вибросигнала будут иметь место несколько подряд идущих гармоник оборотной частоты ротора, включая первую, то в маслонасосе имеют место увеличенные зазоры, обычно в подшипниках качения. При 3000 об/мин это. например, гармоники 49, 98. 147 и 196 Гц. При 1430 об/мин это будут гармоники с частотой 24. 48, 72 и 96 Гц. При такой диагностике не важно, какая из гармоник больше. Важно, что все они составляют не менее 25 % от максимальной гармоники
Если на спектре максимальной будет гармоника с частотой в диапазоне от 200 и более Гц, то тогда, вероятно, причиной были лопаточные вибрации. Количественно частота лопаточной гармоники определяется произведением оборотной частоты ротора на количество лопаток на рабочем колесе. Лопаточная гармоника становится значительной в том случае, когда возникают проблемы в проточной части маслонасоса Основными из этих проблем являются дефекты лопаток, сколы в «улитке» насоса, попадание посторонних предметов в проточную часть маслонасоса вблизи рабочего колеса.
Возможен вариант, когда на спектре вибрации на подшипнике максимальной будет гармоника с частотой 100 Гц Это будет говорить о том. что имеют место резонансные вибрации трубопроводов с частотой электромагнитной силы, не имеющие связи с внутренними процессами маслонасоса.
Определение параметров прессовки обмоток и магнитопровода по вибрации на поверхности бака трансформатора.Количественные значения остаточной прессовки обмоток и магнитопровода являются важными эксплуатационными параметрами
Наибольшее значение, при оценке технического состояния силового трансформатора, следует уделять качеству прессовки обмоток. Этот параметр определяет динамическую механическую устойчивость обмотки, особенно в переходных режимах, например, при протекании через трансформатор токов короткого замыкания (от нагрузки). Ослабление прессовки обмотки может привести к необратимому взаимному смещению отдельных витков и даже слоев обмотки. Итогом таких изменений может явиться снижение изоляционной прочности и выход трансформатора из строя.
Определение качества прессовки обмоток и магнитопровода может быть выполнено на основании анализа спектрального состава вибрационных сигналов на поверхности бака трансформатора работающего трансформатора. Полностью этот метод реализован в экспертной системе «Веста» производства нашей фирмы В методе отработаны точки проведения измерений, определены уставки виброизмерительной аппаратуры, режимы контроля и т. д. Более подробно метод описан в прилагаемой к нему инструкции Здесь, по причине ограниченности объема, можно привести только очень краткое описание метода
Метод базируется на измерении вибрации в 12 точках на поверхности бака трансформатора. Измерения вибрации проводятся в двух режимах - холостого хода и нагрузки. Все вибрации в режиме холостого хода вызываются магнитострикцией в магнитопроводе. Вибрации в обмотках существенно ниже, т.к. ток в режиме холостого хода трансформатора мал. В режиме нагрузки вибрации вызываются сердечником и обмотками, ток в которых уже весьма значителен.
Анализ вибрационных сигналов производится на основании сравнения спектров. Основной частотой в трансформаторах является 100 Гц. Именно на этой частоте, равной удвоенной частоте питающей сети, действуют силы магнитострикции в сердечнике и электродинамические усилия в обмотках
Состояние прессовки магнитопровода определяются по вибрациям в режиме холостого хода. Совместный анализ вибрации в режимах холостого хода и нагрузки позволяет разделить вибрационные процессы в различных элементах трансформатора.
Для удобства проведения диагностики трансформаторов, у которых трудно организовать измерение в двух режимов, в системе «Веста» предусмотрена диагностика по одному режиму. Магнитопровод наиболее точно диагностируется по режиму холостого хода, а обмотка по режиму нагрузки. Соответственно, по режиму, близкому к холостому ходу прессовка обмоток диагностируется с большой погрешностью, а в режиме нагрузки трудно диагностировать прессовку магнитопровода. Это является следствием проведения диагностики качества прессовки по одному режиму работы трансформатора
Уточнение диагноза «распрессовка обмотки» проведением измерений вибрации при изменении температуры трансформатора.Основный «активные» материалы силового трансформатора, медь обмоток и сталь магнитопровода, имеют различный температурный коэффициент линейного расширения. Обмотка, с ростом рабочей температуры, увеличивает свои линейные размеры более значительно, чем магнитопровод трансформатора При этом усилие прессовки обмотки возрастает, т. к. обмотка «распирается» в своих элементах крепления, смонтированных на магнитопроводе. При снижении рабочей температуры обмотка «уменьшается» в своих размерах быстрее, чем магнитопровод, поэтому усилие прессовки обмотки уменьшается. Расчетное значение этого эффекта составляет единицы миллиметров.

Знание этой особенности внутренних процессов в трансформаторе, связанной с изменением рабочей температуры, позволяет проводить дополнительные исследования, которые могут существенно уточнить диагноз «распрессовка обмотки», получаемый при помощи экспертной системы «Веста».