Трубогиб ТГР-50
Для гибки стальных водогазопроводных труб с диаметром условного прохода от 15 до 50 мм применяют гидравлические трубогибы с ручным приводом типа ТГР-50. Масса трубогиба 85 кг, усилие на рукоятку не превышает 200 Н, наибольший угол изгиба труб 90°. Трубогиб состоит из поршневого масляного насоса 3, траверсы 2 с упорными роликами 1 и трех сменных секторов 4 (для различных диаметров изгибаемых труб). Сначала устанавливают нужный сектор и помешают на него изгибаемую трубу. Затем в зависимости от угла изгиба трубы устанавливают на траверсе необходимые упорные ролики и поршневым насосом создают давление в цилиндре. При этом шток, на конце которого находится сектор, выдвигается из цилиндра и изгибает трубу. Для возвращения штока в первоначальное положение открывают вентиль, снимают упорные ролики и извлекают изогнутую трубу. Гидравлический трубогиб 2 раза в год промывают керосином и заменяют масло.
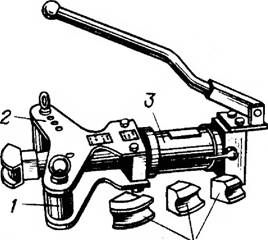
Трубогиб ручной гидравлический ТГР-50:
1 — упорный ролик; 2 — траверса; 3 - насос; 4 - секторы
Для механизации трудоемких ручных операций, связанных с использованием гидравлических трубогибов, особенно при выполнении большого объема трубозаготовительных работ, применяют электрогидравлические трубогибы, у которых давление в маслонасосе создается с помощью электропривода. Простейшим из них является трубогиб ТГР-50 с ручной электрической сверлильной машиной типа ИЭ-1023, при этом вращательное движение электропривода преобразуется в возвратно-поступательное движение плунжера насоса трубогиба. Конструкция приспособления, на котором размещены гидравлический трубогиб ТГР-50 и сверлильная машина ИЭ-1023, показаны на рис. 5. Приспособление состоит из основания 3, двух хомутов 1 для крепления этого основания к трубогибу, кулачкового механизма 7 и стопорного винта 10. Основание выполнено в виде плиты, на которой установлены шпильки 5 и кожух 8. Для крепления к основанию сверлильной машины служат призма 6 и прокладка 9. Кулачковый механизм состоит из оси с конусом Морзе № 2, эксцентрика, подшипника, кольца и гайки для крепления механизма к сверлильной машине. Стопорный винт 10 предназначен для фиксации сверлильной машины и предотвращения ее поворота вокруг оси.
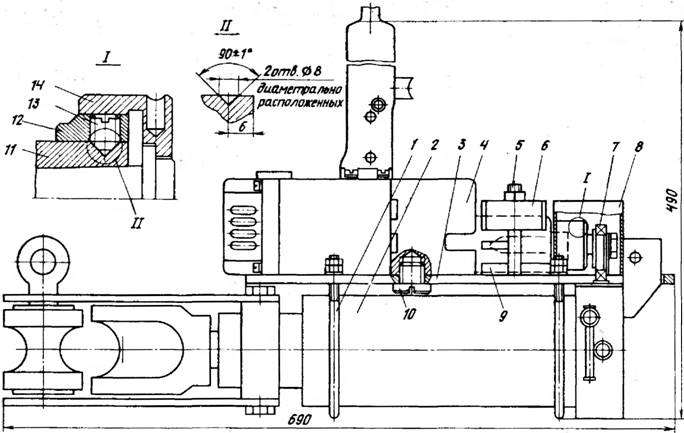
Приспособление к трубогибу ТГР-50:
1 - хомут; 2 - трубогиб ТГР-50; 3 - основание; 4 - сверлильная машина ИЭ-1023; 5 - шпилька; 6 - призма; 7 — кулачковый механизм; 8 - кожух; 9 - прокладка; 10, 13 - стопорный винт; 11 - шпиндель сверлильной машины; 12 - кольцо; 14 - гайка
Перед монтажом приспособления с трубогиба ТГР-50 снимают рукоятку и закрепляющую ее ось. С основания снимают кожух и призму 6. На шпинделе 11 сверлильной машины высверливают два диаметрально расположенных отверстия, устанавливают кольцо 12 и закрепляют его стопорными винтами 13.
Монтаж приспособления производят в следующей последовательности: вставляют конус кулачкового механизма в отверстие шпинделя сверлильной машины и закрепляют его гайкой 14, после этого на плиту основания 3 устанавливают сверлильную машину, которую в свою очередь зажимают призмой 6 и фиксируют стопорным винтом 10.
При включении сверлильной машины кулачок приводит в движение плунжер (золотник) насоса, который, нагнетая масло из резервуара в полость цилиндра, выдвигает из цилиндра шток с закрепленным на нем сектором, изгибающим трубу. Ход кулачкового механизма составляет 10 мм, а усилие на него 1800 Н.
В случае необходимости использования сверлильной машины для сверления отверстий она легко приводится в рабочее состояние. Для этого необходимо снять ее с основания, вывернув стопорный винт 10 и сняв призму 6, отвернуть гайку 14, вынуть ось кулачкового механизма 7 из шпинделя машины и заменить ее требуемым сверлом или патроном.
Применение гидравлического трубогиба с электроприводом уменьшает затраты ручного труда и позволяет повысить производительность труда при выполнении гибочных операций более чем в 4 раза.
Приспособление к трубогибу ТГР-50 имеет сравнительно небольшую массу (6,2 кг), поэтому в комплекте с трубогибом и электрической сверлильной машиной может применяться не только в стационарных условиях монтажно-заготовительных мастерских, но также в передвижных механизированных мастерских и непосредственно на монтажной площадке.